Die Castings
Die casting is a metal forming process in which molten metal is injected into a mold under high pressure and quickly cooled to create solid components. The facilities where these castings are produced are called foundries. This process primarily uses non-ferrous metals such as aluminum, zinc, copper, magnesium, lead, tin, and bronze, though certain alloys can also be cast. While die casting can shape alloy tool steels, forging is generally preferred for steel due to its greater strength and durability.
For years, die casting has offered a cost-effective and highly adaptable alternative to other metalworking techniques like forging and stamping. It allows manufacturers to create intricate designs with tight tolerances while minimizing the need for additional machining or finishing. This efficiency makes it ideal for producing large quantities of aluminum, zinc, and other metal castings with precise details, smooth surfaces, and consistent dimensions. Depending on the application, die castings are made using either hot chamber or cold chamber methods, both of which operate under controlled pressures. Demand for die cast parts remains strong worldwide, particularly in the automotive and industrial sectors, where durability and precision are important.
Many industries rely on die cast components in both their products and equipment. While the development of cost-efficient plastic manufacturing methods, such as vacuum forming and injection molding, has reduced the use of die-cast metals in some consumer applications, metal castings are still important in many areas. For instance, cash registers were once predominantly made from die cast metal but are now primarily molded from plastic. However, many products that require strength and durability—such as gas pump handles, sink faucets, and gumball machine bases—continue to be manufactured using die casting. The electronics industry also depends on magnesium die castings for high-precision housings, EMI enclosures, and small components for electronic devices. In the automotive industry, nearly all engine blocks are die cast, along with aluminum valve covers. Zinc castings are also widely used for door handles, cabinet hardware, and other structural components.
Each die cast part is formed using a mold, also known as a die, which is specifically designed to shape the metal into a desired form. Most die casting operations use closed-die molds, where two separate metal blocks are precision-machined to create a cavity that forms the final shape. Before each casting cycle, a lubricant is applied to regulate the mold’s temperature and ensure smooth part removal. Once the die is closed, molten metal is poured into a shot sleeve and injected into the mold under high pressure using a plunger. The pressure is maintained until the metal solidifies, at which point the mold opens and ejector pins push out the finished part, known as a “shot.”
During the casting process, excess material accumulates in certain areas, including sprue, gates, runners, and flash—sections where molten metal enters the mold or leaks slightly between cavity edges. This excess is trimmed off through deburring and machining, refining the final product. In some cases, additional finishing processes, such as plating or CNC machining, are applied to enhance durability and appearance.
Die casting is an efficient, high-volume manufacturing method for producing complex metal components at a relatively low cost. However, unlike forging or extrusion, which create uniform molecular structures, die cast parts may contain microscopic fractures or irregular grain flow patterns. These inconsistencies can make them more vulnerable to stress, corrosion, or high temperatures. To improve performance, many die cast components undergo heat treatment or other strengthening processes. While die casting is not always the best choice for applications requiring extreme durability, careful material selection, design optimization, and proper maintenance help ensure that die cast parts perform reliably in a wide range of industries.
Die Casting FAQ
What is die casting used for?
Die casting is used to produce complex metal parts with tight tolerances and smooth finishes. Industries such as automotive, electronics, and consumer goods rely on it for components like engine blocks, housings, and hardware.
Which metals are commonly used in die casting?
Die casting primarily uses non-ferrous metals including zinc, aluminum, magnesium, copper, lead, and tin. Each offers unique advantages such as strength, lightweight properties, or corrosion resistance depending on the application.
What is the difference between hot chamber and cold chamber die casting?
Hot chamber die casting keeps the molten metal inside the machine and works well with low-melting-point metals like zinc. Cold chamber die casting requires transferring molten metal from a furnace, making it suitable for aluminum and copper.
Why is die casting cost-effective?
Die casting is cost-effective because it uses durable, reusable molds and produces parts with minimal finishing or machining. Its efficiency makes it ideal for high-volume production while reducing waste and overall costs.
What types of products are made using die casting?
Die casting is used to make a wide range of products, from automotive engine blocks and valve covers to consumer items like door handles, faucets, and electronics housings. Its precision makes it valuable across many industries.
What are the main steps in the die casting process?
The die casting process includes clamping the mold, injecting molten metal under high pressure, cooling to solidify the part, ejecting the casting, and trimming excess material. This cycle is fast and efficient for mass production.
How durable are die cast parts?
Die cast parts are strong, wear-resistant, and capable of withstanding high temperatures. While they may contain microscopic imperfections, proper alloy selection, design optimization, and finishing processes enhance durability and reliability.
Advantages of Die Casting
Die casting is a highly efficient manufacturing process that allows for the mass production of precisely molded metal components. This method involves injecting molten metal into pre-shaped dies, ensuring that each casting meets exact specifications in terms of size, shape, and detail. Manufacturers rely on die casting to create large quantities of metal parts with exceptional accuracy and consistency.
No Delays in Production
One of the biggest advantages of die casting is its speed and efficiency. Molten metal is rapidly injected into the mold, where it solidifies within seconds. Once cooled, the hardened casting is removed, allowing for quick turnaround times. This efficiency enables manufacturers to meet large and intricate orders on schedule, making die casting ideal for high-volume production.
Cost-Effective
Die casting is economical due to its reusable molds. Unlike injection molding, where molds are frequently discarded, die casting uses durable dies that can withstand multiple production cycles. This significantly reduces material waste and lowers overall production costs. Additionally, minimal machine involvement is required—machines are mainly used for injecting metal and clamping dies, further decreasing operational expenses.
Versatility in Design
Manufacturers can create custom molds in a variety of shapes and sizes to suit different production needs. While most dies are designed in two sections, more intricate parts can require three or four-section molds, allowing for greater design freedom. Die casting’s ability to easily produce complex geometries makes it a highly adaptable manufacturing method.
Complexity Becomes Convenient
Although die casting follows a relatively straightforward process, it excels at producing intricate and detailed shapes. The process ensures that even the most complex designs can be replicated consistently without compromising quality.
Durable Parts
Die casting allows for the addition of reinforcements and alloy compositions while the metal is still in its liquid state. This results in stronger and more wear-resistant components that can endure high-stress environments.
Metal Parts with Visual Appeal
This manufacturing method ensures exceptional design precision, allowing manufacturers to incorporate refined and intricate details into their parts. Die cast components often have a smoother and more polished finish compared to parts made through other metalworking methods.
Multiple Finishing Techniques
Die cast parts can be finished with a variety of surface treatments, including coatings, paints, and textures. Whether a smooth or textured appearance is needed, manufacturers can apply the appropriate finishing techniques to match functional and aesthetic requirements.
Dimensional Accuracy
Because die casting molds are precisely engineered, the final products maintain tight tolerances and exact measurements. This ensures that parts meet customer specifications with minimal need for secondary machining or adjustments.
Heat and Wear Resistance
Die cast components are highly durable, resistant to wear and tear, and capable of withstanding high temperatures. Combined with their smooth finish and structural strength, these attributes make die casting a reliable and cost-efficient solution for various industrial, automotive, and commercial applications.
Products Produced by Die Casting
Die casting is widely used to manufacture precisely defined metal components that require little to no additional machining after production. The process’s ability to create highly detailed and durable parts makes it essential in industrial, commercial, and consumer applications. Since die casting primarily works with non-ferrous metals, manufacturers can utilize CNC machining to further refine designs and ensure accuracy. The vast number of products made using this method reflects its reliability, efficiency, and precision.
From simple household items like door handles to intricate mechanical components such as counterweights in high-performance speedometers, die casting enables the mass production of consistent, high-quality metal goods. The method’s ability to create solid, finely detailed parts makes it a preferred choice, with tooling costs far outweighed by its efficiency and output quality.
Some of the many products made using die casting include:
- Air valves – Durable, precisely engineered components for controlling airflow in various systems.
- Engine cooling fans – Lightweight yet strong parts that efficiently regulate engine temperatures.
- Camera housings – High-precision enclosures that protect delicate camera mechanisms.
- Air conditioner components – Sturdy internal parts designed for optimal performance and longevity.
- Luxury watch bezels – Finely detailed metal casings that enhance both function and aesthetics.
The versatility of die casting ensures its continued use across numerous industries, delivering high-quality metal products that combine strength, accuracy, and durability.
History of Die Casting
While the concept of casting metals into predefined shapes has been around for thousands of years—exemplified by investment casting, which used molten wax to create ceramic molds—the modern die casting process was first developed in 1838. Initially, it was designed to produce movable type for printing presses, revolutionizing the printing industry. By 1849, a small, handheld device was patented to further mechanize the process. In 1885, Otto Mergenthaler introduced the linotype machine, which served as one of the earliest precursors to today’s die casting machinery. At this stage, die casting remained primarily focused on the printing industry.
It wasn’t until the 1890s that manufacturers began recognizing the broader potential of die casting beyond printing. As a result, die casting technology expanded rapidly, allowing for the mass production of metal components without compromising quality. Suddenly, items such as cash registers, phonographs, and metal frames could be quickly and efficiently manufactured, making them more accessible and affordable.
One of the most significant advancements in die casting has been the evolution of metals used in the process. In its early days, lead and tin were the dominant materials, but their malleability limited their strength-to-weight ratio. By 1914, zinc and aluminum die castings began gaining popularity, significantly improving product durability. By the 1930s, additional metals such as copper and magnesium became common, further enhancing strength and versatility. Today, a wide range of non-ferrous metals can be used in die casting, with zinc, aluminum, magnesium, copper, lead, and tin still being the most widely utilized.
As the range of metals expanded, so too did the capabilities of die casting machines. In the early days, low-pressure machines were necessary to maintain consistent quality, limiting production efficiency. However, technological advancements have since introduced high-pressure die casting, enabling mass production of finely detailed, high-quality components at an unprecedented scale. Additionally, the development of specialized metal alloys, including aluminum, copper, and zinc alloys, has extended die casting’s reach beyond traditional printing and manufacturing applications, making it a valuable process in industries ranging from automotive and aerospace to consumer electronics and industrial equipment.
Materials Used in Die Casting
Die casting relies on a variety of metals, each offering distinct advantages depending on the application, durability, and processing requirements. The most commonly used materials include zinc, aluminum, magnesium, copper, lead, and tin, all of which must meet strict industry standards to ensure performance and reliability.
Zinc
Zinc is among the most widely used metals in die casting due to its high density, exceptional ductility, and strong impact resistance. It is particularly well-suited for thin-walled and intricately detailed components, thanks to its superior moldability. Its low melting point extends the lifespan of dies, making it an efficient choice for high-volume production. However, zinc is susceptible to corrosion, often requiring protective coatings or plating before use. Despite this, its ease of casting and cost-effectiveness make it one of the most prevalent metals in die casting.
Aluminum
Aluminum and its alloys are prized for their lightweight properties, corrosion resistance, and excellent thermal and electrical conductivity. These characteristics make aluminum an essential material in industries such as aerospace, automotive, and electronics. Its stability and ease of casting further contribute to its popularity. However, aluminum requires a cold chamber process, unlike other metals that can be processed using hot chamber machines, which slightly slows down production compared to alternatives like zinc.
Magnesium
Magnesium stands out for its extremely low density and high strength-to-weight ratio, making it ideal for applications requiring both durability and lightweight performance. It is easy to machine and cut, even after casting, providing excellent versatility. Magnesium can be processed in both hot and cold chamber machines, offering flexibility in manufacturing. However, it is prone to creep (cold flow), making it less suitable for high-temperature or high-stress applications. To overcome this limitation, manufacturers are developing specialized magnesium alloys that improve its resistance to deformation.
Copper
Copper and its alloys are known for their exceptional strength, corrosion resistance, and durability. With high mechanical integrity and excellent thermal and electrical conductivity, copper is widely used in heavy-duty applications and electrical components. However, its high melting point poses a challenge in die casting, as it reduces the lifespan of dies and casting chambers. Despite this drawback, copper remains a preferred choice for applications demanding maximum toughness and longevity.
Lead and Tin
Both lead and tin are high-density metals that offer exceptional dimensional accuracy in die casting. Historically, they were among the first metals used in the die casting process, though their use has declined in modern applications. Due to health and safety regulations, lead and tin are prohibited in food-related industries but are still utilized in alloying processes to enhance corrosion resistance when combined with other metals.
The selection of metal in die casting depends on various factors, including strength, weight, corrosion resistance, and processing requirements. Each material brings unique advantages, ensuring that die-cast components meet the stringent demands of industries such as automotive, aerospace, consumer electronics, and industrial manufacturing.
Process of Die Casting
Die casting is a high-speed manufacturing process that consists of five primary steps: clamping, injection, cooling, ejection, and trimming. The entire cycle is incredibly fast, often completing in under a minute, making it one of the most efficient metal fabrication methods.
Clamping (Preparation)
The process begins with clamping the mold, also known as the preparation stage. First, the mold cavity is cleaned of any residual material from the previous casting. Both halves of the mold are then coated with a lubricant, which helps regulate temperature and ensures smooth ejection of the finished part. Once prepared, the mold halves are firmly clamped together, creating a secure seal strong enough to withstand the high-pressure injection of molten metal.
Injection
In the injection stage, molten metal is transferred into a chamber before being forced into the mold at extremely high pressure. The method of injection depends on the type of die casting machine being used:
- In a hot chamber machine, molten metal is pumped directly from the melting pot into the mold.
- In a cold chamber machine, the metal is ladled into the mold manually from a separate melting unit.
Regardless of the method, the injection must be quick and precise to prevent premature solidification in certain sections of the mold. Once the cavity is completely filled, the process moves to the cooling phase.
Cooling
As soon as the molten metal enters the mold cavity, it begins to cool and solidify into its final shape. The die cannot be opened until the metal is fully hardened, ensuring the part retains its intended dimensions and structural integrity. Cooling time varies based on metal type, mold design, and wall thickness, but it is generally short to maintain production speed. Once solidification is complete, the casting is ready for ejection.
Ejection
During the ejection stage, the hardened casting is removed from the mold using an automated ejection mechanism. The mold is then cleaned and re-clamped, preparing it for the next casting cycle.
Trimming
The final stage, trimming, removes any excess material that may have solidified outside the intended mold cavity, such as flash, runners, and sprues. This step is often performed using saws, trimming presses, or other cutting tools. Once the irregularities are trimmed away, the finished die-cast component is ready for further processing or final use.
Customizing the Die Casting Process
Several design factors influence the casting process, including:
- The complexity of the design, which can affect solidification time and cooling requirements.
- The thickness and intricacy of features, which determine how long the mold must remain closed before ejection.
By adjusting cycle times, mold configurations, or metal flow rates, manufacturers can optimize the die casting process to meet specific client needs and application requirements.
Tips on Designing Dies for Die Casting Metal Processes
Die casting is a highly precise and efficient metal manufacturing process that allows for the production of complex parts with exact dimensions, strength, and surface finishes. The first step in achieving high-quality metal castings is designing well-structured dies that ensure accuracy, durability, and ease of production. Here are some key considerations when designing dies for the die casting process:
Optimize Part Design for Strength and Efficiency
Before finalizing a design, identify components that can be manufactured easily and efficiently. To enhance structural integrity, incorporate ribs where needed, as they help reinforce thin sections and maximize strength while keeping material usage economical.
Adhere to Client Specifications
Each die should be designed to meet precise customer requirements. Pay particular attention to thin sections, as they may need reinforcement to prevent breakage during casting and usage.
Maintain Uniformity in Die Sections
Most dies are made up of two sections, and ensuring uniformity across these sections helps improve consistency and reduce defects. Variations in thickness can cause surface tension issues, leading to warping or stress concentration in the final casting.
Keep Designs Simple Whenever Possible
While complex shapes are achievable, unnecessary design intricacies should be avoided unless required for functionality. Simplifying shapes reduces manufacturing time, tooling costs, and material waste.
Include Adequate Holes and Recesses
Strategically placing holes and recesses can help minimize raw material usage and tooling expenses. These design elements not only make production more cost-effective but also improve heat dissipation and structural stability.
Incorporate a Crown on the Movable Die Section
Adding a slight crown to the movable die section can facilitate easier removal of the clamping once the metal has solidified. This design feature enhances efficiency and ease of handling.
Strategic Core Placement
Cores play a key role in die casting by allowing clean and easy removal of hardened metal. Properly designed cores help avoid design complexities, and their size should be optimized to prevent excess material waste.
Ensure Cores Have Adequate Length
Cores that are too short can twist or break during the ejection process. To prevent damage, cores should be designed long enough to withstand mechanical stress while allowing for smooth part removal.
Consider Drilling for Small Holes
Rather than designing intricate cores for small holes, it is often more cost-effective and convenient to drill punctures post-casting using machining tools. This approach reduces manufacturing complexity while maintaining accuracy.
Allow for Sufficient Clearance Between Cores and Sidewalls
Providing ample space between cores and sidewalls ensures that castings can be easily ejected from the mold without causing damage. It also helps in reducing production defects related to misalignment or material stress.
Address Sharp Corners and Edges
Sharp corners should be carefully evaluated during the design phase. While they may be necessary for certain applications, minimizing them can help reduce stress concentration and improve material flow within the mold.
Strategically Position Ejector Pins
Ejector pins are essential for removing castings from the mold, but they must be carefully placed to avoid leaving unwanted marks on the final product. These marks can affect aesthetics and functionality, so pin placement should be considered early in the design process.
Secure Inserts, Cores, and Edges Firmly
All inserts, including ejector pins, cores, and edges, should be firmly secured within the die to ensure consistent performance and durability. Loose components can lead to misalignment, defects, or mold damage.
By incorporating these best practices into die design, manufacturers can create high-quality, cost-effective die castings that meet functional, aesthetic, and structural requirements while optimizing production efficiency.
Machinery Used in Die Casting
Die casting relies on specialized machinery designed to inject molten metal into precision-engineered molds at high pressure. The two primary types of machines used in this process are hot chamber machines and cold chamber machines, each suited for different metal compositions and production needs.
Hot Chamber Machines
Hot chamber die casting machines are commonly used for high-pressure die casting and work best with low-melting-point metals such as zinc, magnesium, and lead. In this system, the molten metal remains inside the machine throughout the process, eliminating the need for manual metal transfer. A hydraulic piston forces the molten metal directly into the mold at extremely high pressure, ensuring rapid and continuous production cycles.
The key advantages of hot chamber machines include:
- Faster cycle times, as the metal is always in a molten state.
- Reduced oxidation, since the metal is not exposed to air between melting and casting.
- Lower manual handling requirements, improving efficiency and consistency.
Cold Chamber Machines
Cold chamber machines are used for metals with higher melting points, such as aluminum, copper, and certain magnesium alloys. Unlike hot chamber machines, the molten metal is melted in a separate furnace and then ladled into the casting chamber. Once inside, the metal is injected under high pressure into the mold cavity.
The advantages of cold chamber machines include:
- Compatibility with high-melting-point metals that require greater thermal resistance.
- Better heat management, reducing wear on machine components.
- Stronger castings, as the process is well-suited for durable, high-strength materials.
Customization of Die Casting Machinery
Die casting machines can be customized to meet specific production requirements. Manufacturers may adjust:
- Cycle times, optimizing for speed, precision, or cooling duration.
- Injection pressure, ensuring consistent mold filling based on metal type and design.
- Ejection and trimming methods, refining the removal of excess material or post-processing steps.
Different industries and manufacturers modify machinery and process parameters to optimize quality, efficiency, and cost-effectiveness, ensuring that each cast meets specific design and performance standards.
Variations in Die Casting Process
Die casting has evolved into several specialized variations, each designed to optimize precision, reduce defects, and accommodate different material properties. Some of the most widely used variations include low-pressure casting, vacuum casting, squeeze die casting, and semi-solid die casting.
Low-Pressure
Primarily used for aluminum components, low-pressure die casting places the molten metal in a chamber below the mold. By applying controlled pressure, the metal rises through a tube and fills the mold cavity. This method is ideal for precise, symmetrical components, such as automobile wheel casings. The pressure application ensures consistent filling, reducing shrinkage and porosity in the final product.
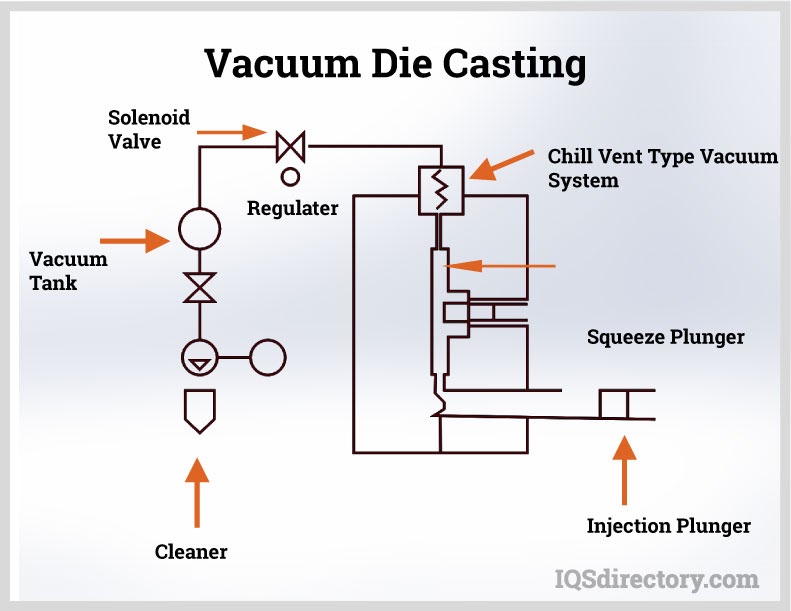
Vacuum
Vacuum die casting operates similarly to low-pressure casting but with a reversed configuration—the mold is positioned above the molten metal, and the vacuum draws the metal into the mold cavity. This process minimizes turbulence, reducing gas inclusions and ensuring a denser, more uniform casting. Vacuum die casting is widely used for structural components requiring high strength and minimal porosity.
Squeeze
Ideal for metals with low fluidity, squeeze casting combines elements of forging and die casting. The metal is first poured into an open die, and then the die is mechanically squeezed shut, forcing the metal into all areas of the mold. This process creates extremely dense, high-integrity castings and is particularly beneficial for aluminum alloys with higher viscosity. Squeeze casting is commonly used for automotive and aerospace components requiring superior mechanical strength and wear resistance.
Semi-Solid
Also known as Thixoforming, semi-solid die casting involves cutting a workpiece into smaller slugs, which are then heated to a semi-solid, slushy state before being injected into a mold cavity. This precise control over the material's consistency results in high-precision castings with minimal shrinkage and porosity. This process is widely used for magnesium and aluminum alloys, as it enhances surface quality and dimensional accuracy while reducing defects and improving structural integrity.
Each variation of the die casting process offers unique benefits, catering to specific materials, design complexities, and industry requirements. Whether optimizing for high strength, reduced porosity, or enhanced precision, manufacturers can select the most suitable method to ensure optimal casting quality and performance.
Things to Consider When It Comes to Die Casting
Finding the right die casting manufacturer is just as important as selecting the right materials and processes. While many manufacturers offer high-quality die casting services, not all of them will be the best fit for every client. The key difference lies in customization, flexibility, and collaboration.
A good manufacturer may offer consistent quality, but the right manufacturer will ensure that the client receives a tailored solution that meets their exact specifications. This means they will not adhere too rigidly to their own design preferences or production methods but will instead adapt to the client’s needs.
The best manufacturers will work closely with clients, guiding them through every stage of the die casting process—from design and material selection to production and finishing. They will prioritize communication, ensuring that every aspect of the project aligns with the client's expectations.
Choosing the right manufacturer means selecting a partner who values collaboration, innovation, and precision, ultimately leading to a superior final product that meets both functional and aesthetic requirements.
Die Casting Images and Illustrations
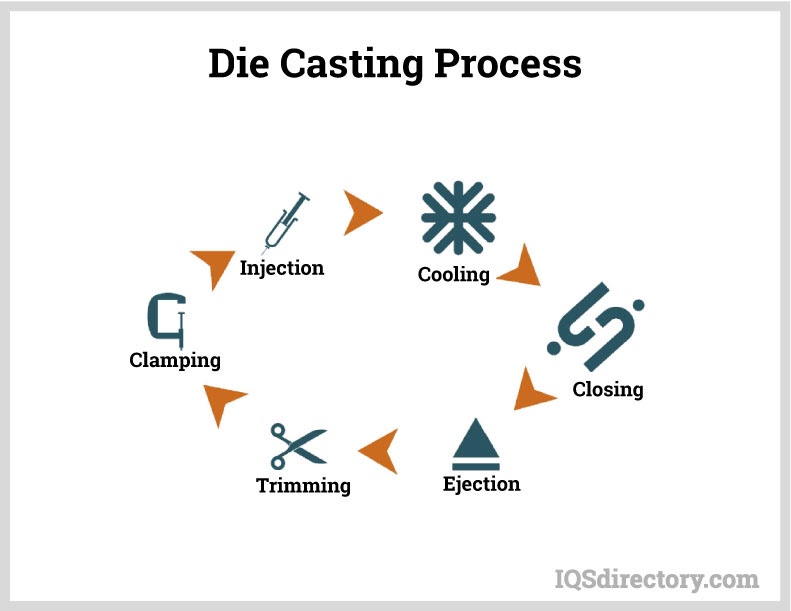
The die casting process.

Investment casting a labor intensive process involving shaping of the mold from a wax prototype dipped in liquid ceramic.
Pressure is created in the die cavity drawing in the molten metal where it solidifies and is ejected.

Only high fluidity can be used which influences the types of parts to be produced.
Die Casting Types
Die casting and alloy casting are essential in manufacturing durable, high-precision metal components for a variety of industries. Different metals and casting methods provide unique properties suited for specific applications, from automotive parts to decorative hardware.
Alloy Castings
Alloy castings are metal components shaped using a casting process, where a caster machine forms the metal into a desired shape. Alloys are made by combining two or more metals, sometimes including non-metallic elements like carbon and silicon to enhance specific material properties.
Aluminum Casting & Aluminum Die Castings
Aluminum die castings are widely used in hardware, tools, and industrial components due to their high resistance to corrosion, excellent conductivity, and durability under high temperatures. This material is also well-suited for intricate part features due to its lightweight and high moldability.
Automotive Castings
Automotive components such as engine blocks, cylinder heads, brakes, and suspension parts are increasingly produced from lightweight materials like aluminum. This shift reduces the overall vehicle weight, leading to better fuel efficiency without compromising durability.
Brass Castings & Bronze Castings
Brass castings are commonly used in architectural and construction applications, particularly in decorative elements like doorknobs and fixtures. Bronze castings, known for their high strength and durability, are ideal for heavy-duty structural applications.
Cold Chamber Die Castings
Cold chamber die casting is used for high-melting-point metals like aluminum, copper, and magnesium. The molten metal is separately melted and then ladled into the casting chamber before being injected into the mold under high pressure.
Copper Die Castings
Copper die castings offer exceptional strength and corrosion resistance. These castings often include brass and bronze alloys, making them ideal for electrical, plumbing, and industrial applications.
Die Casters & Die Casting Design
Die casters shape molten metal by applying high pressure in a precision-engineered mold, ensuring detailed, high-tolerance production. The die casting design phase involves planning mold configurations to optimize part accuracy, efficiency, and material usage.
Gravity Die Castings
Produced by pouring molten aluminum into a metallic mold at high temperatures (typically 750ºF). This method offers good tolerances, better surface finishes, and strong mechanical properties.
High Pressure Die Castings
High-pressure die casting is used for thin-walled, complex components. Molten metal is injected into the mold cavity at extreme speeds and pressures, reducing porosity but requiring careful design to prevent defects.
Hot Chamber Die Castings
Hot chamber die casting is best suited for low-melting-point metals like zinc, lead, and magnesium. Since the molten metal remains inside the casting machine, this method increases production speed and reduces oxidation.
Lead Die Castings
Lead die castings are highly corrosion-resistant, making them suitable for plumbing components and industrial applications. However, lead and tin castings tend to have lower strength compared to other die-cast metals.
Low Pressure Die Castings
In low-pressure die casting, molten metal is transferred from an airtight furnace into a mold via a rising tube. This process is ideal for small production runs and applications requiring heat-treated components for enhanced mechanical properties.
Magnesium Die Castings
Magnesium die casting offers an excellent strength-to-weight ratio, making it ideal for applications where lightweight materials are essential. It is commonly used in automotive, aerospace, and consumer electronics due to its cost-effectiveness and machinability.
Metal Castings
Metal castings refer to metal components shaped in molds, commonly used in industrial manufacturing, automotive, and machinery production.
Pressure Die Castings
All die-cast products fall under pressure die castings, as they are formed under tightly controlled pressure conditions to ensure dimensional accuracy and durability.
Sand Casting
Sand casting, also known as sand metal casting, uses sand molds to create components from tin, cast iron, aluminum, steel, copper, and bronze. It is a versatile process that is often used for large, heavy-duty parts requiring high strength.
Zinc Die Castings
Zinc die casting is widely used in electronics, automotive, and consumer goods industries. Zinc castings allow for precise detailing and can be easily painted or plated for aesthetic and functional purposes.
Each type of die casting and alloy casting serves unique purposes, depending on material properties, production volume, and application requirements. By selecting the right casting method and alloy, manufacturers can achieve optimal performance, cost efficiency, and durability in their components.
Die Casting Terms
Automation
The mechanization of various aspects of the die casting process, improving speed and consistency.
Biscuit
Excess molten metal that remains in the shot sleeve after casting in a cold chamber machine.
Blister
A gas bubble trapped under the surface of the casting, leaving a raised area.
Blow Holes
Voids caused by trapped gas or shrinkage during solidification (similar to porosity).
Cavity
The recess in a die where the metal is shaped into the final part.
Cold Chamber Machine
A die casting machine where the injection mechanism is separate from the molten metal, commonly used for aluminum, copper, and magnesium die casting.
Checking (Heat Checking)
Fine cracks on the surface of a die caused by repeated heating cycles, leading to raised veins on the casting.
Die Lubricants
Liquid formulations applied to the die to facilitate casting release and prevent soldering.
Dimensional Stability
A casting’s ability to retain its original shape and size over time.
Draft
The taper applied to die walls to facilitate easy ejection of the casting.
Ejector Marks
Marks left on the casting by ejector pins during removal from the die.
Ejector Pins
A rod that forces the casting out of the die cavity and off of cores.
Ejector Plate
A plate that actuates the ejector pins attached to it.
Fillet
A curved junction between two surfaces to reduce stress concentration.
Flash
Excess metal that extends beyond the die parting line, requiring trimming.
Foundries
To cast aluminum and aluminum products, engineers work in aluminum foundries. Foundries are factories that produce metal castings, so, in short, aluminum foundries are aluminum casting factories. Foundries also commonly process cast iron, bronze, brass, steel, magnesium, and other metals. Aluminum is cast by melting it into a liquid form, pouring it into a mold, then, after the aluminum cast solidifies and cools, removing it from the mold or cast. It may be cast into various shapes and sizes.
Gate
The passage through which molten metal flows from the runner into the die cavity.
Growth
Expansion of a casting due to aging or intergranular corrosion.
Hot Chamber Machine
A die casting machine where the pressure chamber is submerged in molten metal, suitable for zinc, magnesium, and lead die casting.
Impact Strength
The ability of a casting to withstand sudden force or shock loads.
Ingot
Metal or alloy cast in a convenient shape for storage, shipping, or remelting.
Injection
The processes of forcing molten metal into a die.
Insert
A preplaced metal piece within the die to add features or reinforcement to the casting.
Loose Piece, Knockout
A removable core that creates undercuts in the casting and is ejected along with it.
Metal Saver
A core designed to reduce excessive material use in thick sections.
Multiple Cavity Die
A die with more than one identical impression, allowing multiple parts to be cast simultaneously.
Overflow
A design feature that collects excess metal, preventing defects in the main casting.
Parting Line
The seam where two halves of a die meet, often visible on finished castings.
Plunger
A piston or ram that forces molten metal into a die under pressure.
Porosity
Tiny voids or gas pockets in the casting, affecting strength and surface finish.
Process Control
Where parameters of a process are studied and correctly applied in the manufacturing process to produce high quality parts.
Runners
Channels that guide molten metal from the sprue to the die cavity.
Shot
The process of injecting molten metal into a die, also referring to the raw die-cast part before finishing.
Shrinkage (Solidification)
The dimensional reduction that occurs when metal transitions from liquid to solid.
Shrink Mark
A surface depression caused by uneven cooling and solidification.
Slide
A movable section of the die used to create undercuts or complex geometries.
Soldering
Adherence of molten metal to a portion of the die.
Sprue
The initial entry point for molten metal, directing it into the runner system.
Trim Die
A die designed to shear off excess metal (flash) from a casting.
Trim
The removal of excess material, such as flash or overflow, from a finished casting.
Unit Die
An interchangeable die that can be used in a common die holder.
Undercut
A recess or indentation in the casting that prevents easy ejection and requires special die design.
Vent
A small opening in the die that allows trapped air to escape, reducing porosity.
Void
A large gas pocket or hole within the casting wall, similar to a blow hole.
Waterline
A cooling channel in the die that regulates temperature and solidification speed.
More Die Casting