Vacuum Forming
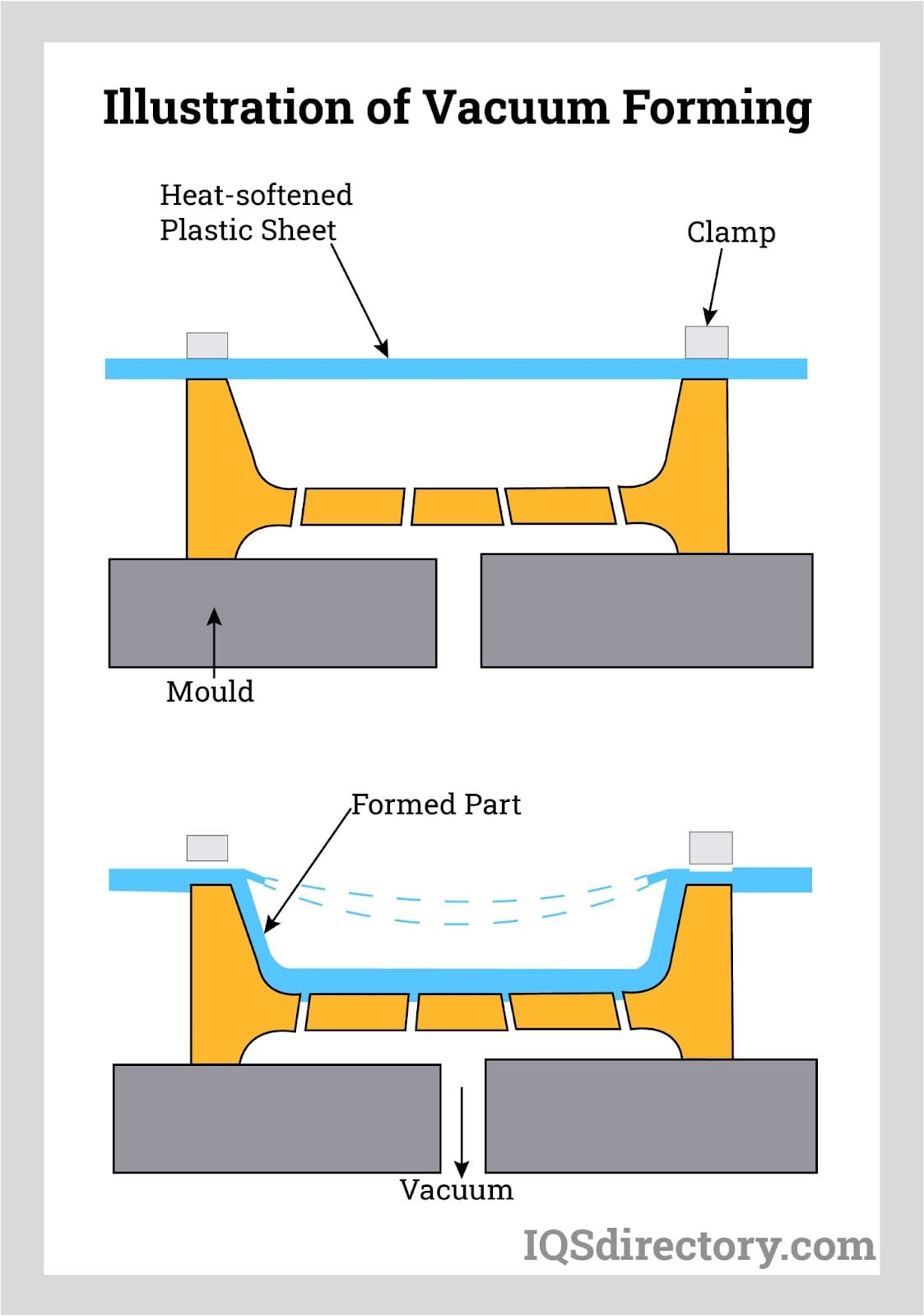
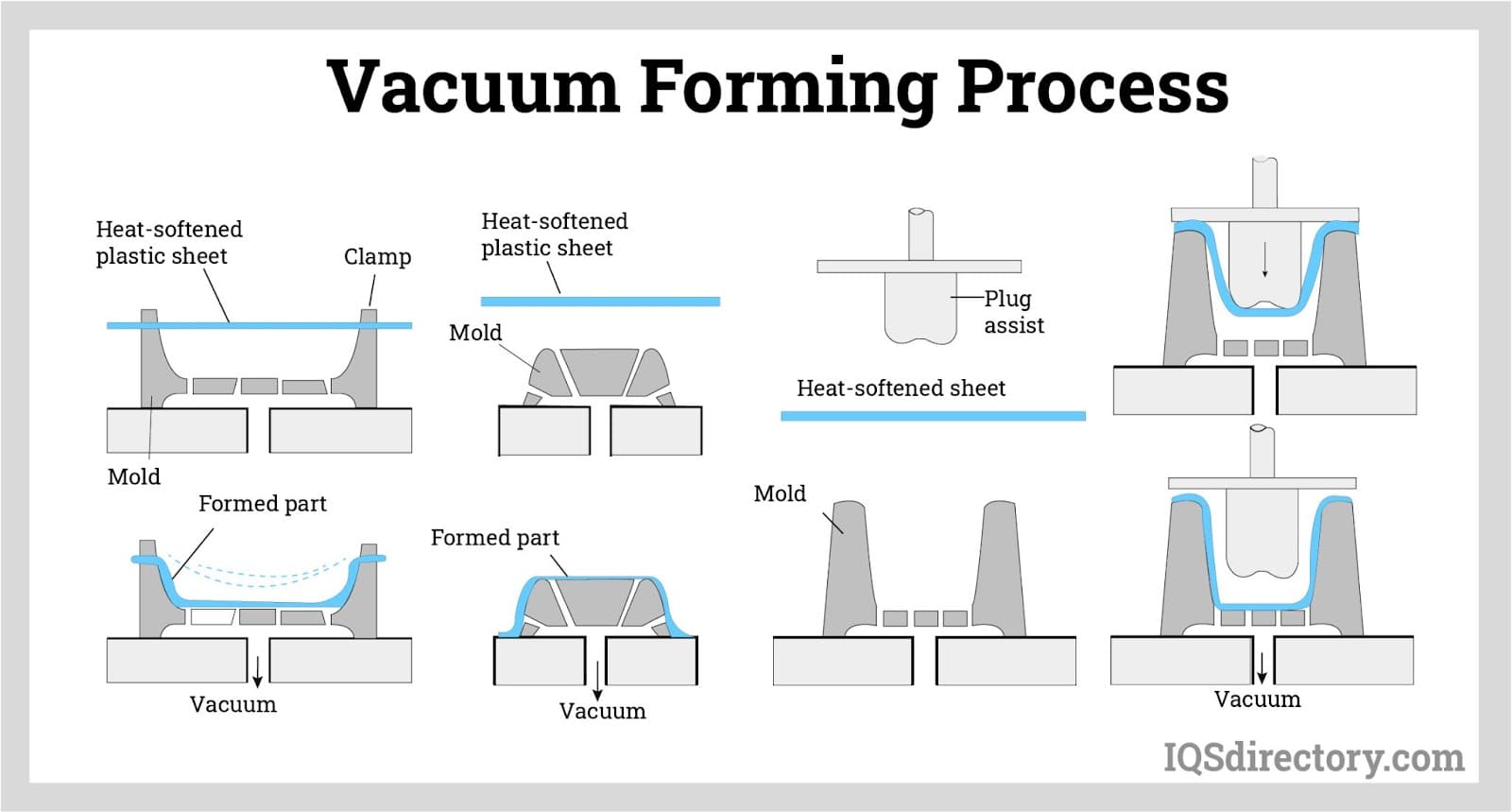
Vacuum forming is a widely used thermoforming method in which a heated plastic sheet is softened to a workable temperature, drawn over a mold, and shaped with vacuum pressure. After the sheet conforms to the mold surface, it is cooled, released, and trimmed into a finished component. Manufacturers use this plastic forming process to produce packaging, housings, covers, trays, panels, and many other durable or disposable products.
To support clean part release, draft angles are built into the mold design so the formed sheet can separate without damage. Manufacturers may also mechanically or pneumatically pre-stretch the plastic before vacuum is applied, which helps control draw depth, wall thickness, and part consistency. In most operations, thermoplastics are chosen because they heat evenly, form efficiently, and deliver a practical balance of appearance, durability, and production speed.
Vacuum Forming FAQ
What is vacuum forming?
Vacuum forming is a thermoforming process in which a heated plastic sheet is placed over or around a mold and shaped by vacuum pressure. Once the sheet cools, the formed plastic is released, trimmed, and finished into a packaging component, enclosure, panel, tray, or custom plastic part.
Which materials are most commonly used in vacuum forming?
Common materials include polyester (PET), polyvinyl chloride (PVC), polystyrene (PS), acrylonitrile butadiene styrene (ABS), acrylic, polyethylene, and HDPE. These thermoplastics are selected for their formability, strength, surface quality, chemical resistance, and ability to hold detail during heating, forming, trimming, and end use.
What industries use vacuum forming?
Vacuum forming serves aerospace, automotive, agriculture, pharmaceuticals, construction, retail packaging, and healthcare. Manufacturers use it for blister packs, clamshells, trays, machine guards, point-of-purchase displays, medical masks, vehicle components, protective covers, and architectural panels where repeatable plastic part production matters.
What are the benefits of vacuum forming?
The process is valued for cost efficiency, design flexibility, and dependable repeatability. Tooling is often more affordable than many competing plastic manufacturing methods, production can move quickly, and formed parts can closely match design targets while supporting material recovery and reuse in many operations.
How does plug-assisted vacuum forming improve results?
Plug-assisted vacuum forming uses a plug to push the heated sheet into the mold before vacuum is applied. This improves material distribution, helps maintain more even wall thickness, and strengthens deep-draw parts, especially near corners, sidewalls, and the base of the mold.
What types of products are made with vacuum forming?
Products include blister packs, clamshell packaging, trays, protective covers, appliance housings, automotive trim, signage, medical components, display parts, and aerospace items such as interior panels, transparent covers, and formed enclosures.
History of the Vacuum Forming Process
The roots of vacuum forming reach back to the 1860s, when John Wesley Hyatt helped introduce celluloid, one of the first commercial plastics. That development showed manufacturers that heated synthetic materials could be shaped into sheets, rods, and formed products, laying the groundwork for later thermoforming and vacuum forming techniques.
Long before modern plastics, people were using heat to reshape natural materials. Historical examples such as heat-formed tortoise shell demonstrate the same basic idea behind thermoforming: warming a material until it can be shaped and cooled into a stable form.
During the 20th century, thermoforming advanced from simple heat shaping into a reliable industrial process built around molds, controlled heating, and repeatable cycles. By the 1940s and 1950s, vacuum-formed plastics were being used for displays, packaging, and commercial products. Patented equipment introduced in the 1950s and 1960s improved plastic sheet handling, vacuum control, and production speed. Since then, advances in tooling, temperature management, automation, and trimming have turned vacuum forming into a practical choice for custom parts, short runs, and large-volume manufacturing.
Benefits of Vacuum Forming
Vacuum forming remains popular because it offers a practical mix of speed, flexibility, and manufacturing value:
- Precision: Vacuum-formed parts can closely follow design specifications when tooling, temperature, and draw ratio are properly controlled. That makes the process useful for packaging, custom housings, protective covers, and repeatable production runs.
- Cost-Effectiveness: Vacuum forming is often economical because it uses lower forming pressures and simpler tooling than many other plastic fabrication methods. Forming parts from a single sheet can reduce waste, and many operations reclaim trim scrap to improve material efficiency.
- Versatility: The process handles a broad range of part geometries, sizes, textures, and custom shapes, making it a strong fit for both standard packaging and specialized industrial components.
- Quick Turnaround Time: Fast setup and relatively short production cycles help manufacturers move from prototype to production with less delay, which supports scheduling, throughput, and overall shop efficiency.
Steps of the Vacuum Forming Process
Vacuum forming follows a sequence of controlled manufacturing steps that influence part quality, cycle time, and finished performance:
1. Clamping
The plastic sheet is clamped in a sturdy frame so it stays stable during heating and forming. Proper clamping helps prevent shifting, wrinkling, and uneven draw during the production cycle.
2. Heating
Infrared heaters, often mounted on aluminum plates, warm the plastic sheet to its target forming temperature. Advanced systems may use quartz heaters, zoning controls, and pyrometers so operators can manage heat response, sheet sag, and material consistency more precisely.
3. Sheet Leveling
Some machines use a photo-electric beam or similar control to keep the sheet level as it softens. If the plastic sags too far, air can be introduced to raise it, helping maintain process control before the draw begins.
4. Pre-Stretching (Bubble)
Pre-stretching begins once the plastic reaches forming temperature and is expanded into a controlled bubble. This step helps improve wall-thickness distribution, especially on deep parts, and supports more consistent forming results from cycle to cycle.
5. Vacuum Application
The vacuum pumps remove the air trapped between the mold and the plastic sheet so the material can conform to the tool surface. Larger machines may use vacuum reservoirs and high-volume pumps to increase forming speed, detail capture, and repeatability.
6. Plug-Assisted Vacuum Forming
When material distribution would otherwise be uneven, a plug pushes the heated sheet into the mold before vacuum is applied. This helps create more uniform wall thickness, especially in deep cavities and at the mold base.
7. Cooling and Release
After forming, the plastic must cool before release so the part can hold its final shape. Releasing too early may cause distortion, so manufacturers often use fans, mist sprays, and controlled cooling time to reduce defects and improve dimensional stability.
Finally, trimming and finishing remove excess material and prepare the part for shipment or assembly. Secondary operations may include drilling, cutouts, printing, bonding, reinforcing, CNC routing, decorating, and final quality checks.
Vacuum Forming Types
Blister Packs
Clear, non-resealable plastic packaging used to display and protect products while helping show evidence of tampering.
Clamshells
Hinged plastic packaging that opens and closes like a clam shell and is widely used for retail product display and protection.
Drape Vacuum Forming
A method related to snapback forming in which the heated thermoplastic sheet is stretched before vacuum sealing it to the mold. This helps manage material thinning and improve wall distribution on deep or detailed parts.
Plastic Covers
Vacuum-formed plastic covers designed to secure, protect, and contain products against weather, dust, light, water, debris, and everyday handling.
Plastic Forming
A broad manufacturing category that shapes thermoplastics into products used in industrial, commercial, medical, packaging, and consumer applications.
Plastic Packaging
Storage and containment solutions made by shaping polymer resins into protective, display-ready, or transport-ready packaging formats.
Plastic Trays
Shallow formed platforms with raised edges that hold, separate, protect, or organize parts during shipping, storage, assembly, or display.
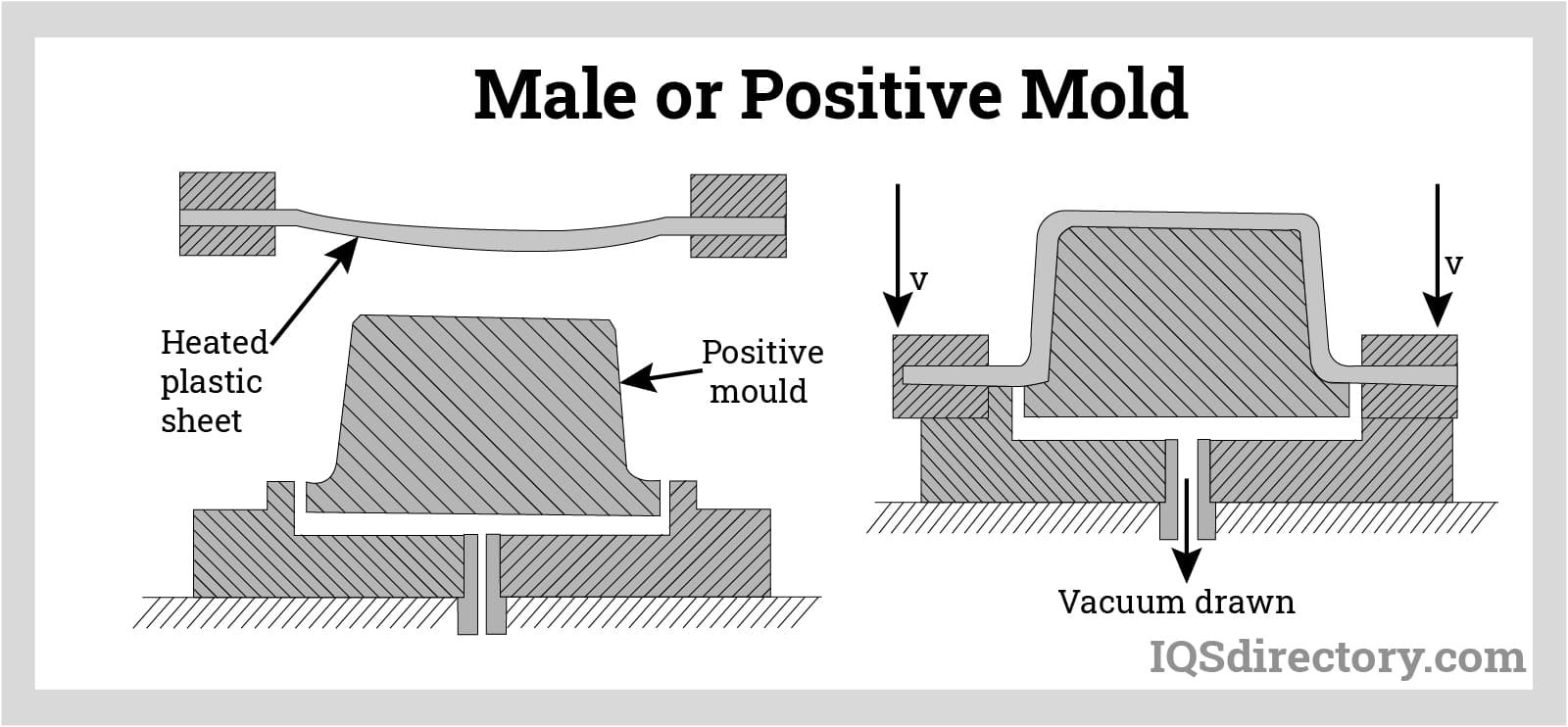
Plug Forming
A thermoforming technique in which a plug or male mold pushes heated plastic into a female mold before vacuum is applied, helping improve material distribution and wall thickness.
Pressure Forming
A thermoforming process in which pressure is applied above the plastic sheet while vacuum draws it downward. This allows sharper detail, cleaner definition, and better surface reproduction on formed parts.
Snapback Vacuum Forming
A process in which a vacuum box pre-stretches the plastic sheet before the mold enters the draw area. The method helps improve material distribution and is often used for deeper or more demanding shapes.
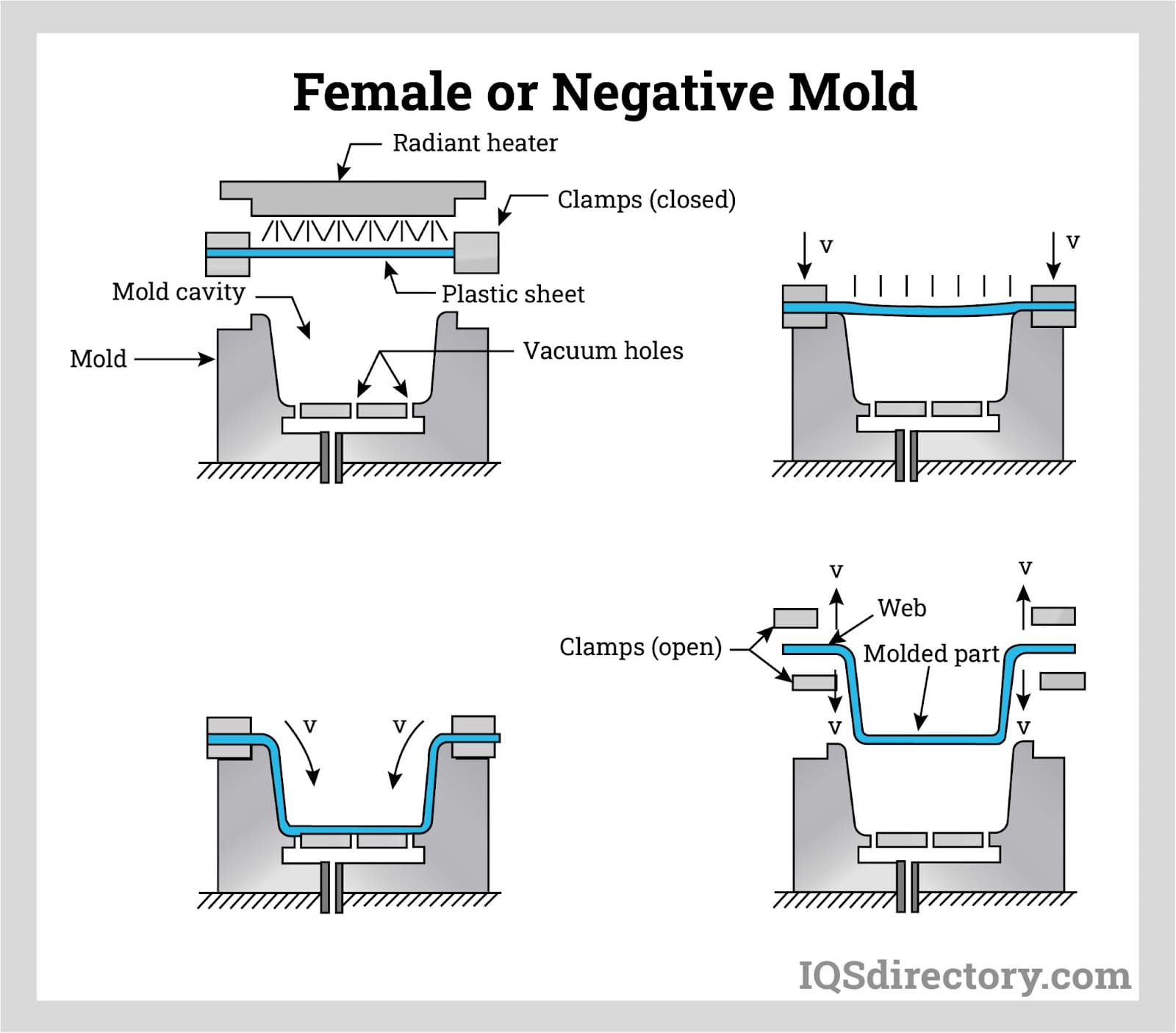
Straight Vacuum Forming
A vacuum thermoforming method that uses only female molds, producing a different pattern of material distribution than forming over a male mold.
Thermoforming
A manufacturing process that heats and stretches thermoplastic sheets into specific shapes for packaging, components, panels, and custom products.
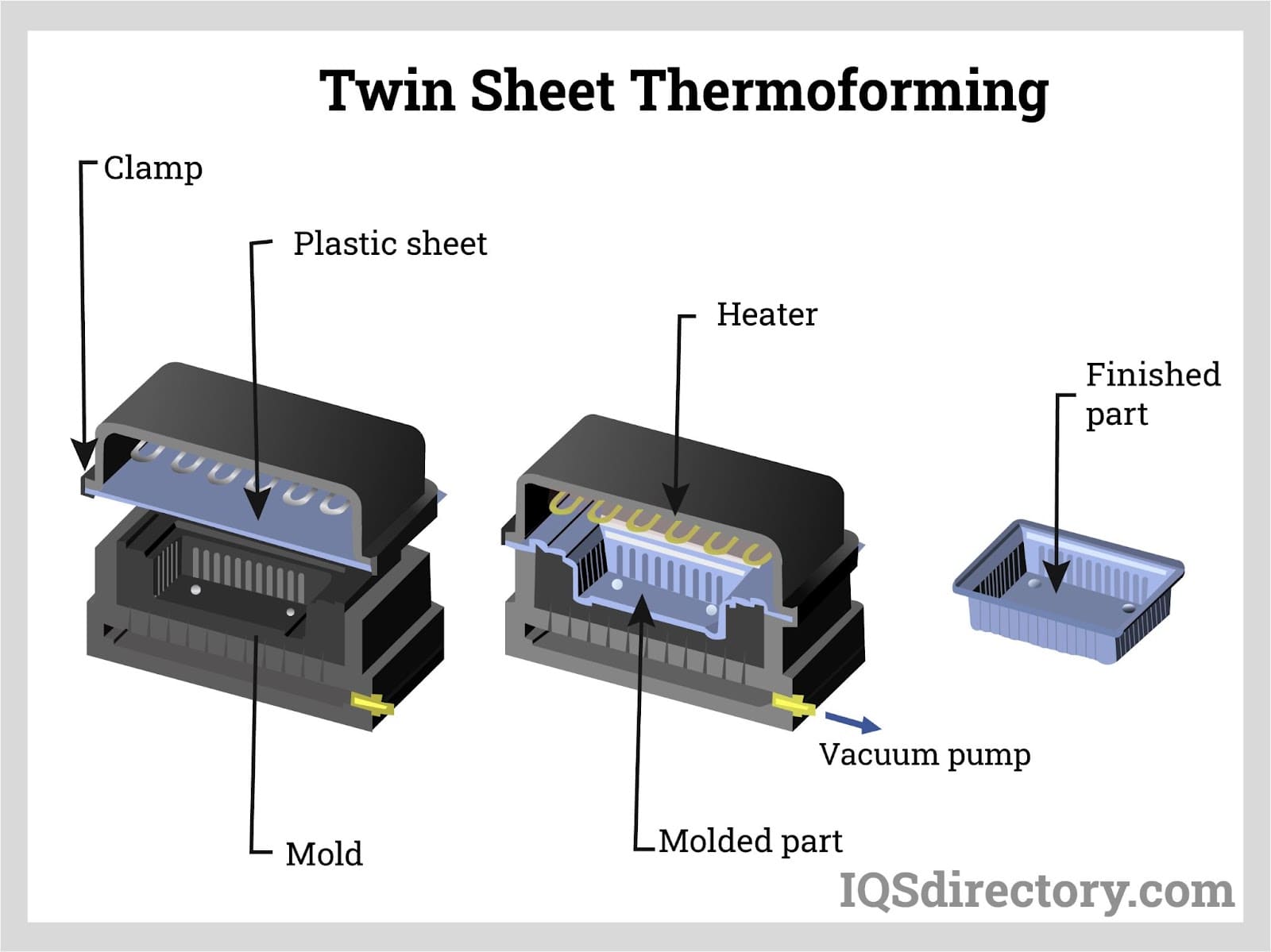
Twin Sheet Thermoforming
A technique in which two plastic sheets are vacuum-formed at the same time and then fused together to create hollow or double-wall products.
Vacuum Formed Plastics
Plastics created by using a vacuum to form heated sheets into molds during the thermoforming process.
Vacuum Molding
A manufacturing method that shapes thermoplastics through molding into a variety of products and parts.
Vacuum Packaging
Refers to both packaging in reduced-oxygen containers and materials produced through vacuum-based forming methods.
Materials Used in Vacuum Forming
Vacuum forming utilizes a variety of sheet materials, with thermoplastics being the most common. Ideal plastics for this process combine manageable forming temperatures, smooth material flow, thermal stability, limited shrinkage during cooling, and enough impact strength for packaging, industrial, or end-use performance.
The most frequently used materials include polyester (PET), polyvinyl chloride (PVC), high-density polyethylene (HDPE), low-density polyethylene (LDPE), polypropylene (PP), polystyrene (PS), polycarbonate, acrylonitrile butadiene styrene (ABS), acrylics, and Kydex, a PVC-based thermoplastic. The right selection depends on clarity, toughness, chemical resistance, heat performance, and whether the final part is intended for packaging, displays, machine covers, transport, or outdoor service.
Applications of Vacuum Forming
The primary purpose of vacuum forming is to shape thermoplastics into useful products, ranging from simple packaging to high-impact parts such as aircraft cockpit covers. Because the process can create many shapes with practical tooling costs, it is widely used across industries for both custom plastic components and repeat production work.
Vacuum-formed products include permanent items such as protective covers, road signs, and transparent aerospace components like acrylic passenger cabin windows. The process remains a straightforward and cost-conscious method for producing custom molded plastic parts, protective packaging, and formed panels for a wide range of applications.
Industries That Use Vacuum Forming
Vacuum forming is used across many industries because it can produce lightweight, durable, and repeatable plastic parts for packaging, transportation, medical, agricultural, and construction markets.
Aeronautical Industry
Aeronautical manufacturers use vacuum thermoforming to produce interior trim panels, covers, cowlings, and other lightweight formed components. Aerospace applications value the process for repeatability, reduced weight, and the ability to produce custom interior parts and clear formed panels.
Agriculture
Agricultural suppliers manufacture many products from vacuum-formed plastic materials, including animal containers, machine parts, flower tubs, seed trays, liners, and clear growing domes. These formed products help protect materials, simplify handling, and support routine agricultural production.
Pharmaceuticals
Pharmaceutical manufacturers rely on vacuum thermoforming for blister packaging. A plastic sheet is heated to form cavities, then sealed with plastic or aluminum foil to store and deliver unit doses of tablets, capsules, and lozenges in a clean, organized, tamper-evident format.
Building and Construction
Vacuum forming plays a major role in creating building components such as PVC door panels, molds for concrete paving, molded ceiling features, drainpipes, roof lights, and internal door liners. Other applications include fireplaces, porches, bath surrounds, and decorative architectural elements.
Automotive and Vehicular Industries
The automotive sector heavily uses vacuum forming for wheel hub covers, bumpers, mudguards, liners, seat backs, storage racks, ski boxes, door interiors, protective panels, batteries, and electronic housings. The process supports lightweight design, repeatability, and efficient production for both interior and exterior vehicle parts.
Medical Applications
Hospitals and medical facilities use vacuum forming to produce prosthetics, pressure masks, radiotherapy masks, wheelchair components, dental trays, and other patient-specific or application-specific medical parts.
Other Industries
Vacuum forming is also used for furniture components, packaging materials, bathtubs, shower surrounds, souvenir products, point-of-sale displays, cosmetic cases, and food-service items where formed plastic offers a practical mix of cost and versatility.
Customization in Vacuum Forming
Design Customization
While the core vacuum thermoforming process is similar from one machine to another, customization allows manufacturers to match product requirements more closely. Mold type—male (protruding) or female (recessed)—is chosen based on the part’s geometry, finish priorities, draw depth, and dimensional goals.
Pressure forming is a variation that combines vacuum forming with added air pressure to achieve sharper detail and better surface definition in the finished part. It is often selected when a project calls for more refined features or a higher-end appearance.
Machinery and Customization
Specialized tools and equipment support both primary production and secondary customization of vacuum-formed products. Machinery is typically selected according to part size, sheet thickness, material type, expected volume, and the level of precision required after forming.
Finishing and trimming tools include trimmers, scalpels, heated knives, vertical and horizontal band saws, roller presses, guillotines, punch presses, and handheld power routers. CNC machining adds high precision for drilled holes, edge finishing, cutouts, engraving, embossing, and other custom features that help a formed part reach final assembly standards.
Choosing the Right Manufacturer
There are many companies in the vacuum forming plastics industry, but buyers still need a manufacturer that fits the job. The best partner will understand tooling, material selection, tolerances, production volume, secondary operations, and delivery schedules. When a custom plastic part is required, an experienced manufacturer can help turn drawings, samples, or performance goals into a reliable finished product.
Vacuum Forming Terms
Selecting the right vacuum forming manufacturer helps align the project with the right materials, tooling approach, production method, and finishing services. A dependable manufacturer can support custom requirements, maintain quality standards, and guide the process from concept through formed part delivery.
Vacuum Forming Terms
Black Points
Dark particles that form in plastic film during thermoforming due to contamination.
Bleed
The tendency of some plastics to lose color when exposed to water or certain solvents. It also refers to the spread of a printed color beyond its intended boundary.
Blister
Thermoformed semi-rigid plastic shells designed to conform to the shape of the packaged product.
Boss
A protrusion on a plastic part that adds strength, aids in alignment during assembly, or facilitates attachment to another part.
Burn Holes
Openings in thermoformed plastic caused by vacuum and heat at weak or thin points.
Degradation
A structural change in plastic material.
Denest
The separation of thermoformed parts, such as blisters, for further processing in packaging.
Destaticization
The removal of static electricity from plastic to minimize dust adhesion.
Die Cutting
Using a steel rule to cut finished sheets of blisters or blister cards into individual packages.
Draft Angle
The tapering of a blister or clamshell sidewall to facilitate removal from the thermoforming mold.
Embossing
Creating patterned depressions on plastic film or sheeting.
Environmental Stress Cracking
The tendency of thermoformed plastic to crack when exposed to specific chemicals or stress conditions.
Female Mold
A concave mold, also known as a negative or cavity mold.
Fold-Over Blister Card
A blister card that is scored and die-cut to allow the blister to be sealed between two card layers.
Gas-Flush
In vacuum packaging, a process where nitrogen flushes the chamber to prevent the plastic film from clinging to the product.
Heat-Sealing
Joining two or more plastics using heat and pressure.
Male Mold
A convex mold, also called a positive or protruded mold.
Pock Marks
Irregular indentations caused by trapped air, surface moisture, or low pressure, resulting in an uneven thermoformed surface.
Prototype
A model representing the size and design of a final part.
Reprocessed Plastic
Thermoplastic material made from industrial plastic scrap generated by another process.
Sag
The flow of heated plastic sheeting during thermoforming, where molten sheets sag. The sag distance is measured from the sheet clamp plane to the lowest point of the hanging sheet.
Sandwich Heating
A method of heating thermoplastic sheets on both sides before forming.
Scrap
Plastic material not part of the final product, typically tip scrap, which can be reused.
Sheet Train
The production setup for creating plastic sheeting, including an extruder, die, polish rolls, conveyor, draw rolls, cutter, and stacker.
Thermal Expansion
The slight change in length or volume of material when exposed to heat.
Two-Piece Blister
A double blister design for displaying a product on both sides.
Undercut
An indentation or protrusion that complicates mold removal.
Unit Dose Packaging
Blister packaging designed for single-dose medicines to ensure clarity and convenience.
Vacuum Form Table
A machine used to produce vacuum-formed parts and products.
More Vacuum Forming