Vacuum Pumps
Vacuum pumps function as essential mechanical devices that generate partial or complete vacuums by systematically removing gas molecules from sealed enclosures or chambers. These industrial vacuum pumps reduce internal pressure by extracting air and other gases, creating the low-pressure environments required across numerous technical processes. While often paired with air compressors—which increase gas pressure by compressing volume—vacuum pumps specialize exclusively in gas evacuation and pressure reduction, making them distinct yet complementary tools in fluid power systems and vacuum technology applications.
Vacuum Pumps FAQ
What does a vacuum pump do?
A vacuum pump removes air or gases from a sealed chamber to create a partial or complete vacuum. By lowering internal pressure, it enables precise control for industrial, laboratory, and medical applications requiring low-pressure environments.
Who invented the first vacuum pump?
The first practical vacuum pump was developed in 1650 by Otto Von Guericke, a Prussian engineer. His invention could generate a partial vacuum, later demonstrated in the famous Magdeburg hemispheres experiment.
What are the main types of vacuum pumps?
Vacuum pumps are generally categorized as positive displacement, momentum transfer, or entrapment types. Each uses different mechanical or molecular methods to remove gases and achieve varying vacuum levels for industrial and scientific use.
What is the difference between wet and dry vacuum pumps?
Wet vacuum pumps use liquids like oil or water for sealing or lubrication, while dry vacuum pumps operate without fluids. Dry pumps are cleaner, require less maintenance, and are preferred for sensitive or emission-controlled environments.
How are rotary vane vacuum pumps used in industry?
Rotary vane vacuum pumps are common in manufacturing and laboratory operations. They efficiently remove clean, dry gases and are valued for their reliability, oil sealing, and ability to maintain low-pressure environments in production systems.
What industries use vacuum pump systems?
Vacuum pumps are essential in industries like semiconductor manufacturing, healthcare, food processing, and scientific research. They support processes such as coating, sterilization, and precision machining that require controlled vacuum environments.
What does CFM mean in vacuum pump performance?
CFM, or cubic feet per minute, measures a vacuum pump’s flow rate—how much air it can remove over time. A higher CFM indicates faster evacuation, which is critical for larger chambers or time-sensitive industrial applications.
How can I extend the life of my vacuum pump?
Regular maintenance is key—monitor oil levels, replace filters, and check seals to prevent air leaks. Addressing early warning signs like noise or reduced performance helps avoid costly downtime and ensures long-term system reliability.
The History of Vacuum Pumps
The concept of creating artificial vacuums dates back to early scientific experiments aimed at understanding atmospheric pressure and gas behavior. Initial demonstrations relied on basic glass enclosures resembling large jars, inverted onto sealed surfaces with liquid edges to prevent air entry. Air extraction occurred through simple air pumps connected at the base, marking the earliest attempts at controlled vacuum environments for research purposes.
The first practical vacuum pump emerged in 1650 through the work of Otto von Guericke, a Prussian physicist and engineer. His innovative air pump achieved significantly lower pressures than previous devices, enabling true partial vacuum conditions. Guericke showcased the power of his invention in 1654 with the renowned Magdeburg hemispheres experiment, where two teams of horses could not separate two hemispheres joined only by the force of atmospheric pressure once a vacuum was established inside. This dramatic demonstration highlighted the potential of vacuum technology. Subsequent improvements came from Robert Boyle and Robert Hooke, who refined vacuum pump designs for more precise laboratory use.
Innovation continued in 1855 when Heinrich Geissler introduced the mercury displacement pump, which facilitated the development of early vacuum tubes and advanced scientific instrumentation. During the late 19th century, Nikola Tesla experimented with Sprengel pumps to reach exceptionally high vacuum levels in his research apparatus. Early vacuum pumps from this era often resembled basic low-capacity fans. Each passing fan blade would push air out through an exhaust port, allowing the natural drive toward pressure equilibrium to draw additional air from the enclosure until most gas was removed.
Contemporary vacuum pump systems build upon these foundational principles while incorporating major advances in materials, efficiency, and control systems. Today’s industrial vacuum pumps, rotary vane vacuum pumps, dry vacuum pumps, and specialized high vacuum pumps deliver the performance needed for demanding applications in semiconductor manufacturing, medical devices, food processing, and laboratory research. Buyers exploring vacuum pump solutions frequently ask: “How has vacuum pump technology evolved to meet modern industry demands?” or “What historical developments influence current vacuum pump selection criteria?” Understanding this progression helps teams select equipment that aligns with both legacy reliability and cutting-edge performance requirements.
Advantages of Vacuum Pumps
Vacuum pumps deliver superior operational efficiency by providing accurate control over atmospheric pressure within closed systems. Their ability to evacuate gases outperforms traditional suction methods, enabling faster cycle times and more consistent results across production processes. Users also benefit from the inherent durability and extended service life of well-designed vacuum pump systems, which translates to reduced downtime and lower long-term ownership costs in industrial settings.
Additional benefits include versatility across vacuum levels—from rough vacuum to ultra-high vacuum—and compatibility with various gases and process conditions. Many organizations evaluating vacuum pump options consider factors such as energy efficiency, noise levels, and environmental impact when comparing models. Questions like “What advantages do dry vacuum pumps offer over wet systems for my application?” or “How do vacuum pumps improve process control in manufacturing?” commonly arise during the research and decision-making phases.
Design of Vacuum Pumps
A standard vacuum pump configuration typically incorporates one or more pump units, clearly defined inlet and exhaust ports, and robust sealing mechanisms. Advanced vacuum pump systems often feature metal chambers equipped with precision gasket seals constructed from corrosion-resistant materials including stainless steel and titanium. These design choices ensure longevity, chemical compatibility, and reliable performance even under challenging operating conditions.
During the vacuum pump system design process, engineers assess multiple performance criteria including maximum and minimum flow rates, achievable vacuum levels, pump speed, chamber volume, and the specific characteristics of gases or vapors being handled. Custom vacuum pump configurations can be engineered to address unique requirements, ranging from basic low-vacuum setups to complex multi-pump arrangements that combine roughing pumps with high-vacuum stages for specialized applications.
Many vacuum pumps incorporate vacuum pump oil or other lubricants to reduce friction and maintain smooth mechanical operation. Proper lubrication supports consistent performance and helps extend component life. Teams researching vacuum pump design often explore topics such as “What design features should I prioritize for high-reliability applications?” or “How do chamber size and flow rate influence vacuum pump selection?” These considerations guide informed choices that balance technical specifications with practical installation and operational needs.
Vacuum Pump Images, Diagrams and Visual Concepts
Vacuum pumps generate a low-pressure or partial vacuum by removing air molecules from inside a sealed chamber.
Viscous flow fluids can be mechanically transported by positive displacement vacuum pumps.
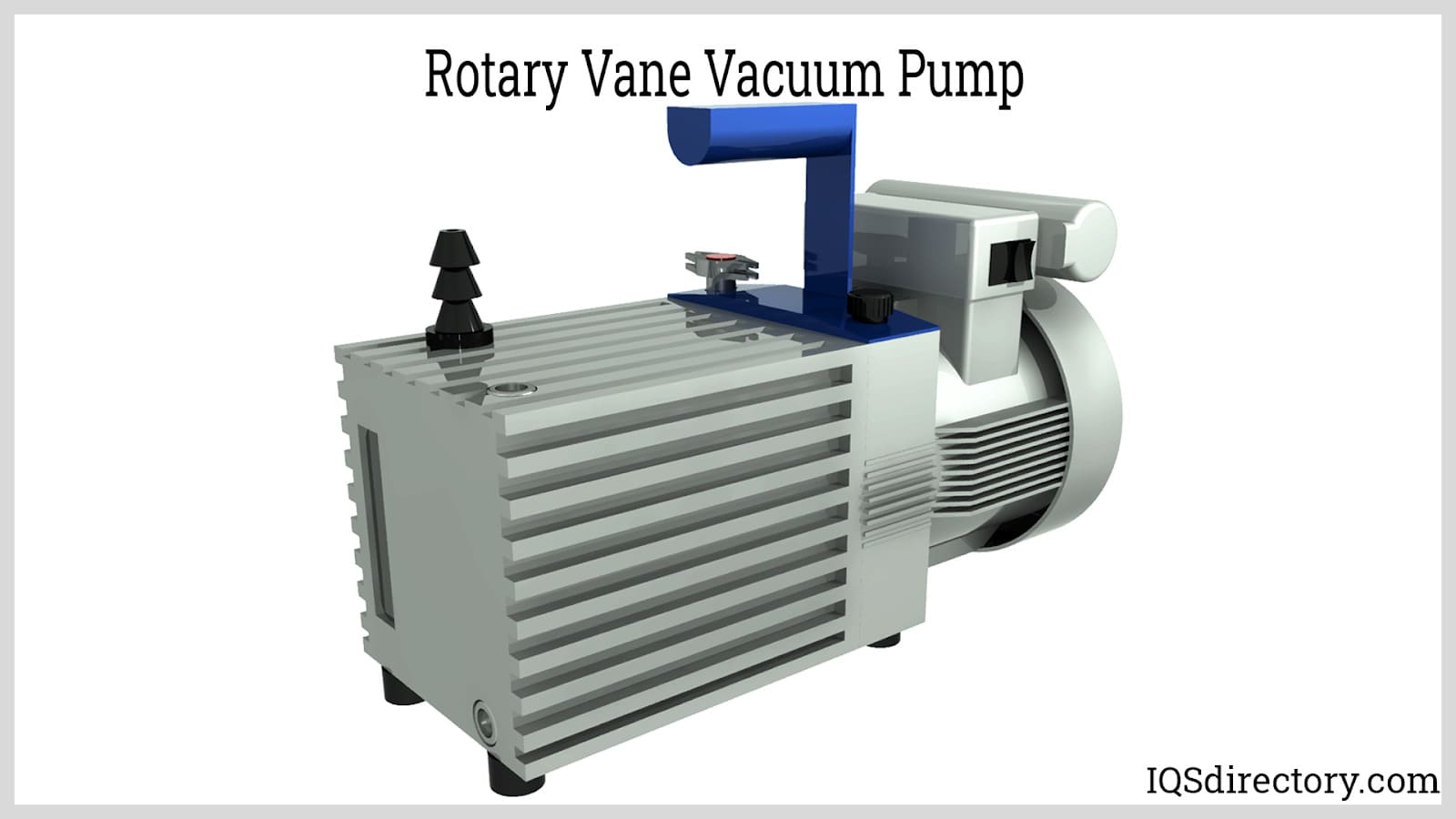
Rotary vane vacuum pumps create low-pressure areas by moving rotating components against the pump housing.
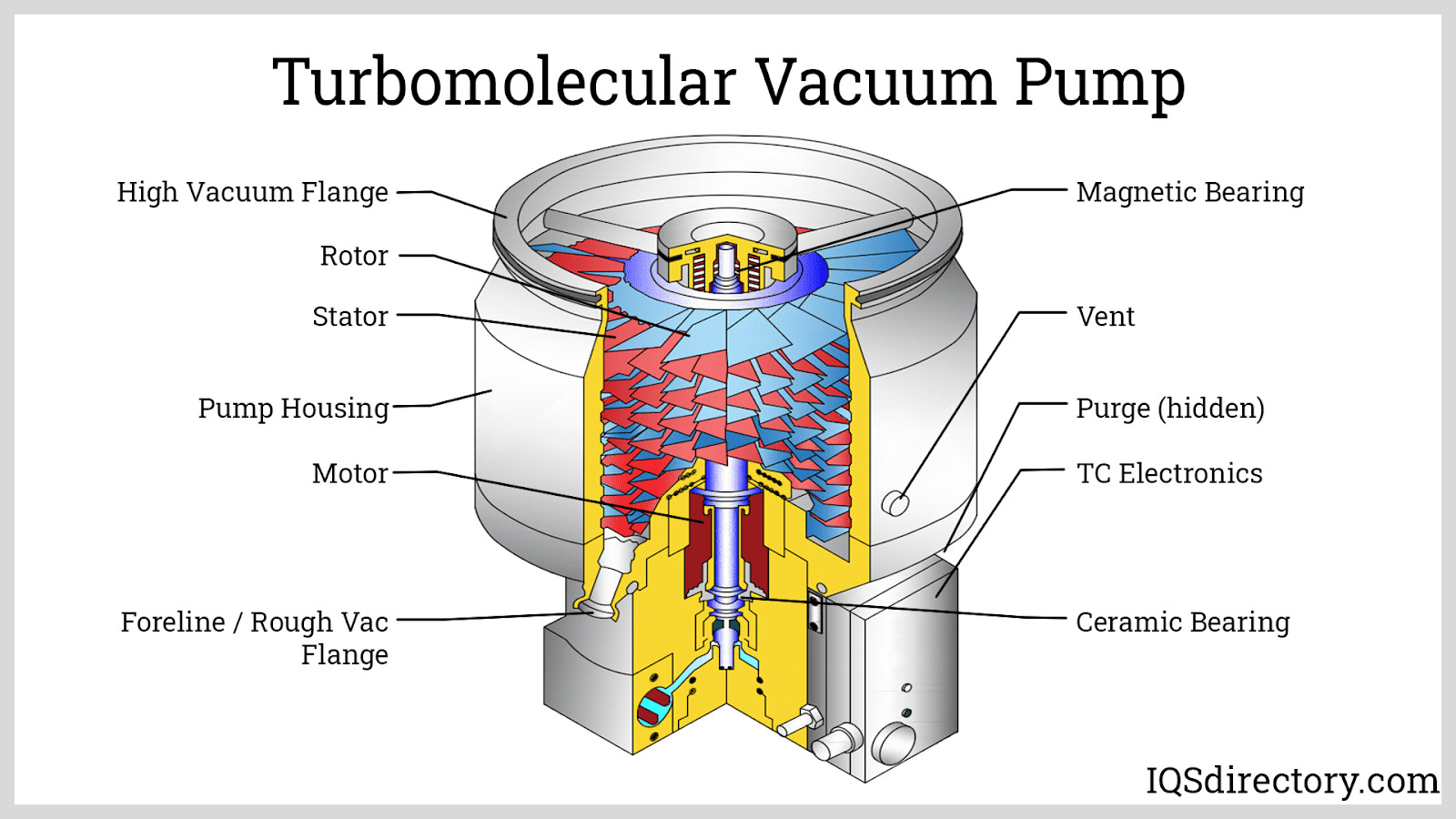
Turbomolecular vacuum pumps use several stages of rotating and stationary turbine blades. The angled rotating blades transfer momentum to gas molecules, moving them axially to the exhaust.
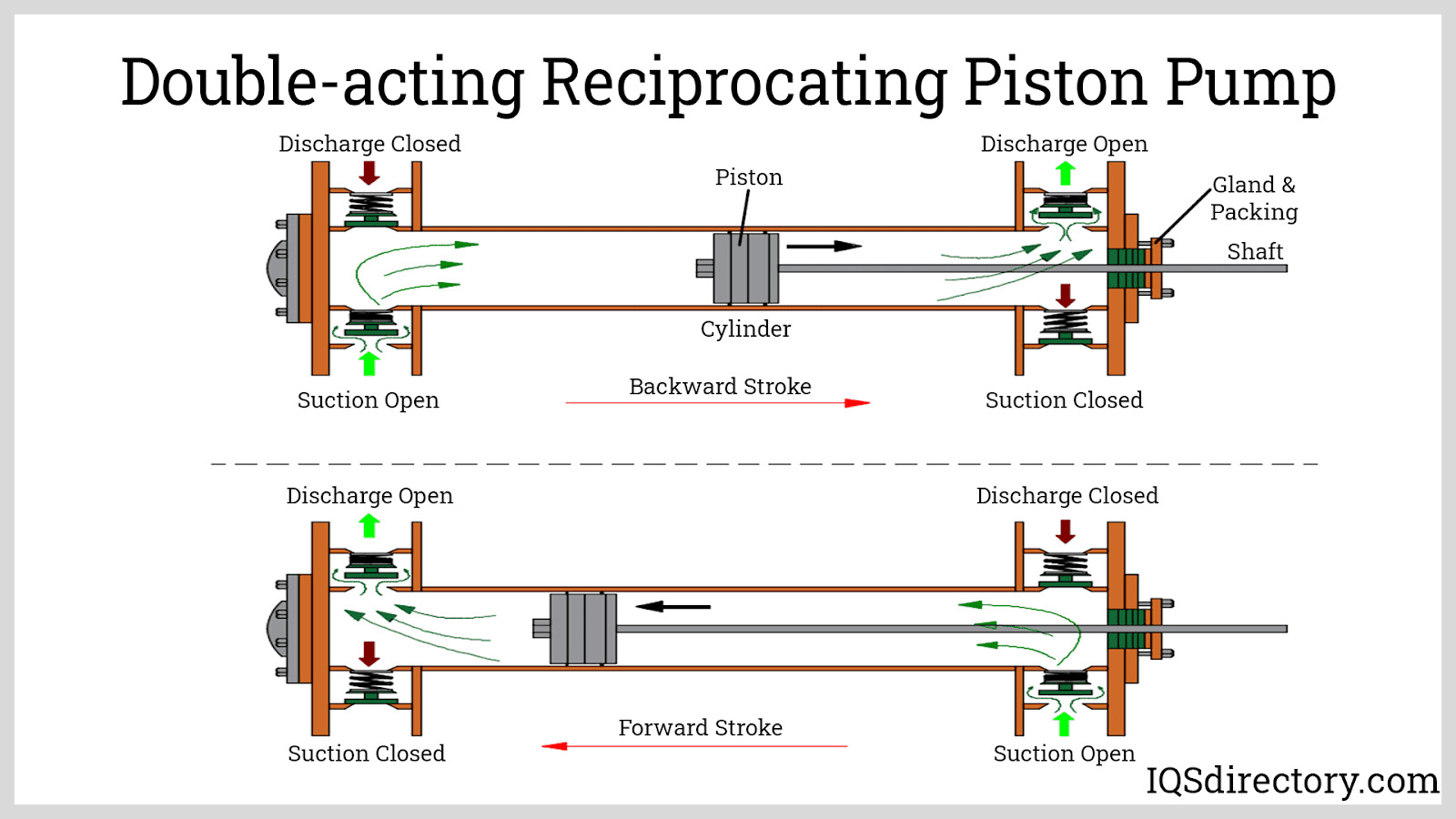
A double-acting pump produces both vacuum and compression in a single stroke.
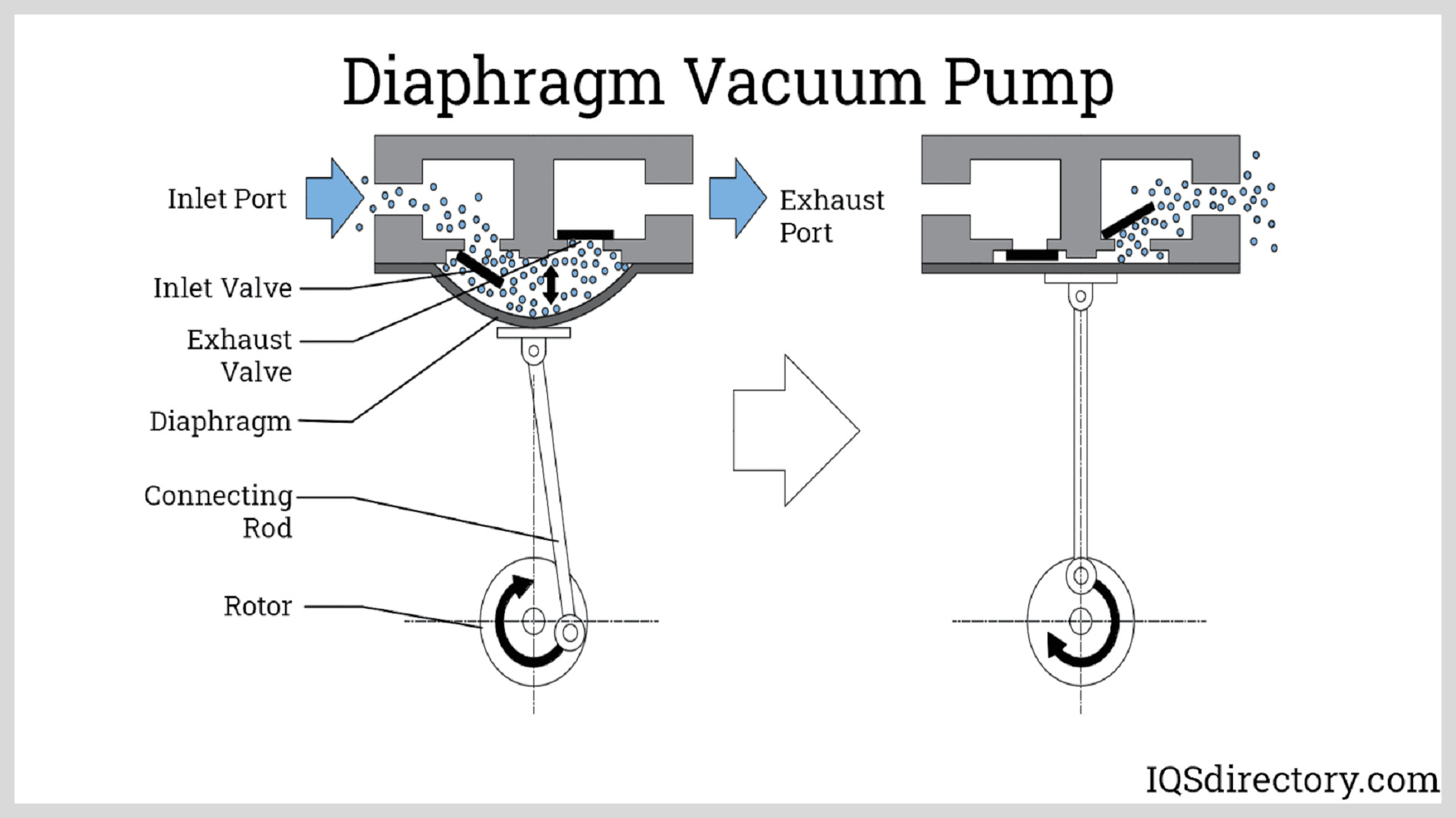
Diaphragm vacuum pumps feature a flexible metal or elastomer membrane that forms a sealed chamber for gas evacuation.
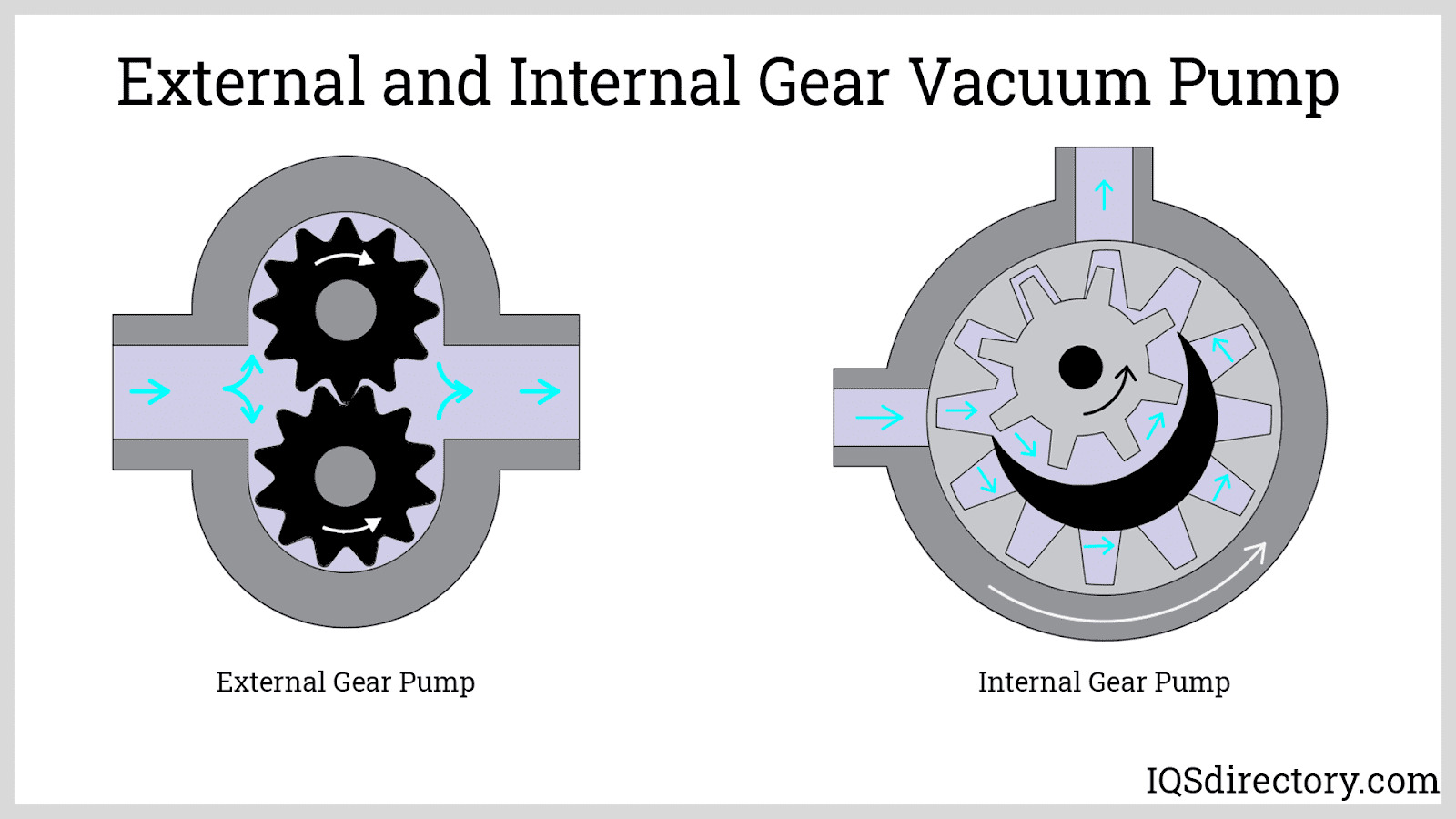
Gear vacuum pumps have two intermeshing rotors—either external or internal gears—with one gear driving the other to move gases.
Types of Vacuum Pumps
Positive displacement vacuum pumps operate by repeatedly expanding and contracting a sealed cavity to create vacuum. Common examples include rotary vane vacuum pumps, scroll pumps, piston pumps, diaphragm pumps, and liquid ring vacuum pumps. These designs excel at producing reliable low to medium vacuum levels and feature relatively straightforward construction suitable for many industrial and laboratory settings.
In positive displacement operation, increasing chamber volume lowers internal pressure below atmospheric levels, drawing in gas or liquid. The chamber then seals and expels contents through the outlet, repeating the cycle. While this method achieves partial vacuum, it delivers consistent performance for applications such as manual water pumps or basic industrial processes.
Rotary vane vacuum pumps rank among the most widely used positive displacement types. These air-cooled, oil-sealed, direct-drive units handle clean, dry, non-reactive gases effectively while maintaining low emissions when properly serviced. Their design shares principles with rotary screw compressors, which also rely on positive displacement for efficient gas movement.
Piston vacuum pumps utilize rotating pistons with varying stroke lengths to transport fluids through check valves in each cycle. Diaphragm pumps employ one or two flexible membranes that pulse to move media while check valves ensure unidirectional flow. Liquid ring vacuum pumps accommodate both dry and wet gases plus condensable vapors, with the liquid ring enhancing capacity through surface contact and condensation effects.
Momentum transfer vacuum pumps, including diffusion pumps and turbomolecular pumps, accelerate gas molecules using high-speed jets or rotating blades to achieve very low pressures. Diffusion pumps rely on vapor jets of oil or mercury to entrain and eject molecules, while turbomolecular pumps use staged turbine blades to impart directional momentum. These pumps typically require pairing with mechanical backing pumps since they cannot exhaust directly against atmospheric pressure.
Entrapment vacuum pumps capture gases through temperature-based methods. Cryogenic pumps, or cryopumps, use extremely low temperatures—often below 120 Kelvin—to condense or sorb gases onto cold arrays, dramatically lowering vapor pressure. Ion pumps embed gas molecules into pump walls through ionization and burial, frequently combined with getter materials for ultra-high vacuum performance. Both types may require periodic regeneration to restore capacity.
Vacuum pumps are further distinguished as wet or dry systems. Wet vacuum pumps incorporate liquids such as oil or water for sealing and lubrication, enabling strong performance but necessitating regular fluid management. Dry vacuum pumps eliminate fluids entirely, offering cleaner operation, reduced maintenance, and lower environmental impact—qualities that make them attractive for sensitive processes and emission-regulated facilities.
Specialized categories include laboratory vacuum pumps for controlled experimental environments, medical vacuum pumps for surgical suction and radiotherapy applications, high vacuum pumps capable of pressures between 10^-2 and 10^-8 Torr, and electric vacuum pumps increasingly adopted in automotive manufacturing to support emission compliance. Other variants such as oilless vacuum pumps, rotary piston models, side channel pumps, and small vacuum pumps address niche requirements for compactness, contamination control, or heavy-duty operation.
When comparing vacuum pump types, many buyers search for guidance with questions like “Which vacuum pump type best suits semiconductor processing?” or “What are the advantages of dry versus oil-sealed rotary vane vacuum pumps?” Addressing these queries helps match equipment capabilities to specific process demands, chamber sizes, and performance targets.
Vacuum Pump Applications
Organizations across diverse sectors rely on vacuum pump systems to enable precise, repeatable processes that depend on controlled low-pressure conditions. Key industries include industrial manufacturing, scientific research laboratories, healthcare facilities, vacuum coating operations, and food processing plants.
Prominent applications encompass ion implantation, dry etching, photolithography, and atomic layer deposition in semiconductor manufacturing. Scientific uses range from electron microscopy and material analysis to biological specimen preparation. In healthcare, vacuum pumps support radiotherapy, radiopharmacy, and surgical suction systems. Vacuum coating processes enhance durability and aesthetics for metals, glass, and plastics, including specialized components such as high-performance engine covers.
Additional common uses involve dairy milking machinery, eyeglass lens production, light bulb manufacturing, plastic molding, lamination, safety glass fabrication, and impurity removal from air conditioning and refrigeration systems. Teams evaluating vacuum pump solutions often consider use cases by asking: “What vacuum pump applications are common in food packaging?” or “How do vacuum systems improve efficiency in medical device manufacturing?” Exploring these real-world scenarios supports better alignment between equipment selection and operational objectives.
Standards and Specifications for Vacuum Pumps
Vacuum pump systems may need to satisfy regional and industry-specific safety, performance, and construction standards depending on their intended use. Certifications such as ISO guidelines and OSHA requirements in the United States help verify system effectiveness, operator safety, and regulatory compliance. Reviewing applicable standards early in the procurement process helps ensure the selected vacuum pump meets both technical and legal expectations.
Things to Consider When Purchasing Vacuum Pumps
Selecting the appropriate industrial vacuum pump from the broad range of available options requires careful evaluation of performance needs and operating conditions. Familiarity with key terminology streamlines decision-making and improves communication with suppliers.
Critical metrics include Cubic Feet per Minute (CFM), which quantifies flow rate and evacuation speed—particularly relevant for rotary vane and piston pumps. Inches of Mercury (in. Hg) measures vacuum strength or holding power, which often matters more than speed in applications involving machining or material handling. Buyers frequently ask: “How do I determine the right CFM rating for my vacuum pump system?” or “When should vacuum level in inches of mercury take priority over flow rate?”
Choosing the right vacuum pump manufacturer or supplier significantly influences project outcomes. Experienced providers can deliver custom configurations, technical support, and reliable delivery schedules. Many decision-makers begin by reviewing supplier capabilities, requesting detailed proposals, and discussing specific requirements, budgets, and timelines before finalizing partnerships.
Proper Care for Vacuum Pumps
Consistent maintenance practices help maximize the service life and reliability of vacuum pump systems. Effective care involves monitoring for early indicators of wear—such as unusual noise, vibration, or declining performance—and addressing them promptly. For oil-lubricated models, maintaining proper oil levels prevents internal damage and supports smooth operation. Regular filter replacement and seal inspection further reduce the risk of air leaks and contamination.
Organizations often seek practical advice through questions like “What maintenance schedule optimizes rotary vane vacuum pump longevity?” or “How can I prevent common issues in dry vacuum pump systems?” Proactive care minimizes unplanned downtime and preserves the performance characteristics that make vacuum pumps valuable across industrial and laboratory environments.
Vacuum Pump Accessories
Enhancing vacuum pump performance may involve various accessories tailored to specific applications. Common options include vacuum gauges for pressure monitoring, vacuum bag sets, compressor kits, additional safety valves, power cord assemblies, and durable vacuum hoses. Selecting appropriate accessories helps optimize system integration, safety, and ease of use.
Vacuum Pump Terms
Absorption – The process by which a gas or vapor penetrates beyond the surface of a solid or liquid, usually through diffusion, and becomes bound or trapped internally.
Absolute Pressure – The total pressure exerted by a fluid, combining atmospheric and gauge pressures. In vacuum systems, it is measured above a perfect vacuum (zero pressure), typically in pounds per square inch absolute (psia).
Adsorption – The process where gas or vapor molecules adhere to the surface of a solid or liquid.
Air Intake Filter – A component installed at the intake port of a vacuum pump or compressor, designed to trap insoluble contaminants from fluids using a porous medium.
Anneal – A vacuum heat treatment process used to relax a material and homogenize regions of a substrate affected by internal stress.
Atmosphere – A unit of pressure that supports a 29.92" column of mercury at 0°C at sea level. Daily atmospheric pressure varies slightly around this value.
Atmospheric Pressure – The pressure the Earth's atmosphere exerts in all directions, equal to about 14.7 psi at sea level. It is the force applied on a unit area by the atmosphere's weight.
Back Pressure – The resistance to fluid flow within a system.
Backstreaming – The movement of pump operational fluid vapor in the direction of the evacuated area.
Baffle – A system of cold surfaces placed between a pump's inlet and the chamber, designed to condense backstreaming vapor and return it to the pump.
Bake-out – The process of heating vacuum system components during pumping to accelerate the removal of adsorbed and absorbed gases.
Barometer – A device for measuring atmospheric pressure, usually expressed in inches of mercury (in. Hg) at a specific location.
Baseplate – A support plate for a belljar and its enclosed components, providing mechanical, electrical, and other connections within a vacuum system.
Belljar – A cylindrical vacuum chamber with a detachable seal, supported by a baseplate.
Cathode – The negative electrode in an electron device. In an ion pump, the cathode is the most negative electrode, able to emit electrons and collect positive ions.
Check Valve – A two-way valve that allows flow in one direction while preventing flow in the opposite direction. Check valves can function as directional or pressure control devices.
Condensation – The transformation of a vapor into a liquid or solid state.
Conductance – The ratio of throughput to pressure difference between two cross-sections inside a pumping system under steady-state conditions.
Cross-over Pressure – The pressure at which pumping transitions from one pump to another, enabling higher speed or lower pressure operation.
Degassing – The intentional removal of gas from a material, typically by heating it under vacuum conditions.
Dessicant Dryer – A moisture-absorbing material used to remove water vapor from air.
Differential Pressure Switch – A switch with both low and high-pressure settings. Fluid pressure triggers an electric switch to perform specific work.
Diffusion – The movement of particles from areas of higher concentration to areas of lower concentration.
Displacement – In positive displacement compressors, it is the total volume swept by the moving element. Displacement per revolution depends on chamber size; displacement per minute depends on speed.
Feedthrough – Also called "pass-through," it is a device enabling the transfer of electric current, fluids, or motion through a vacuum system wall.
Flow Rate – The quantity of fluid passing a point per unit time, often measured in cubic feet per minute (cfm).
Fluid Power – Energy transmitted and regulated using a pressurized fluid within a closed circuit.
Gauge Pressure (psig) – Pressure measured relative to atmospheric pressure, indicating the force per area due to a fluid.
Head – This term often denotes gauge pressure, representing energy per pound from pressure, elevation, or velocity, and is expressed in height units.
Hydrostatic Pressure – The equal exertion of pressure in all directions at points within a stationary gas or liquid in an enclosed space.
Ionization – The formation of ions by adding or removing electrons from atoms or molecules.
Isothermal – The expansion or compression of gas at a constant temperature, generally occurring slowly to allow heat exchange.
Kinetic Energy – Energy resulting from motion, imparted to a fluid either by spinning it rapidly or by introducing a catalyst in the flow direction.
Laminar Flow – Gas flow with sufficient velocity to move efficiently over surfaces, minimizing turbulence and resistance.
Lubricator – A pneumatic component that injects atomized oil into the air stream for lubrication purposes.
Manometer – An instrument used to measure the pressure of gases and vapors.
Maximum Vacuum Rating – The highest level of vacuum recommended for a particular pump model.
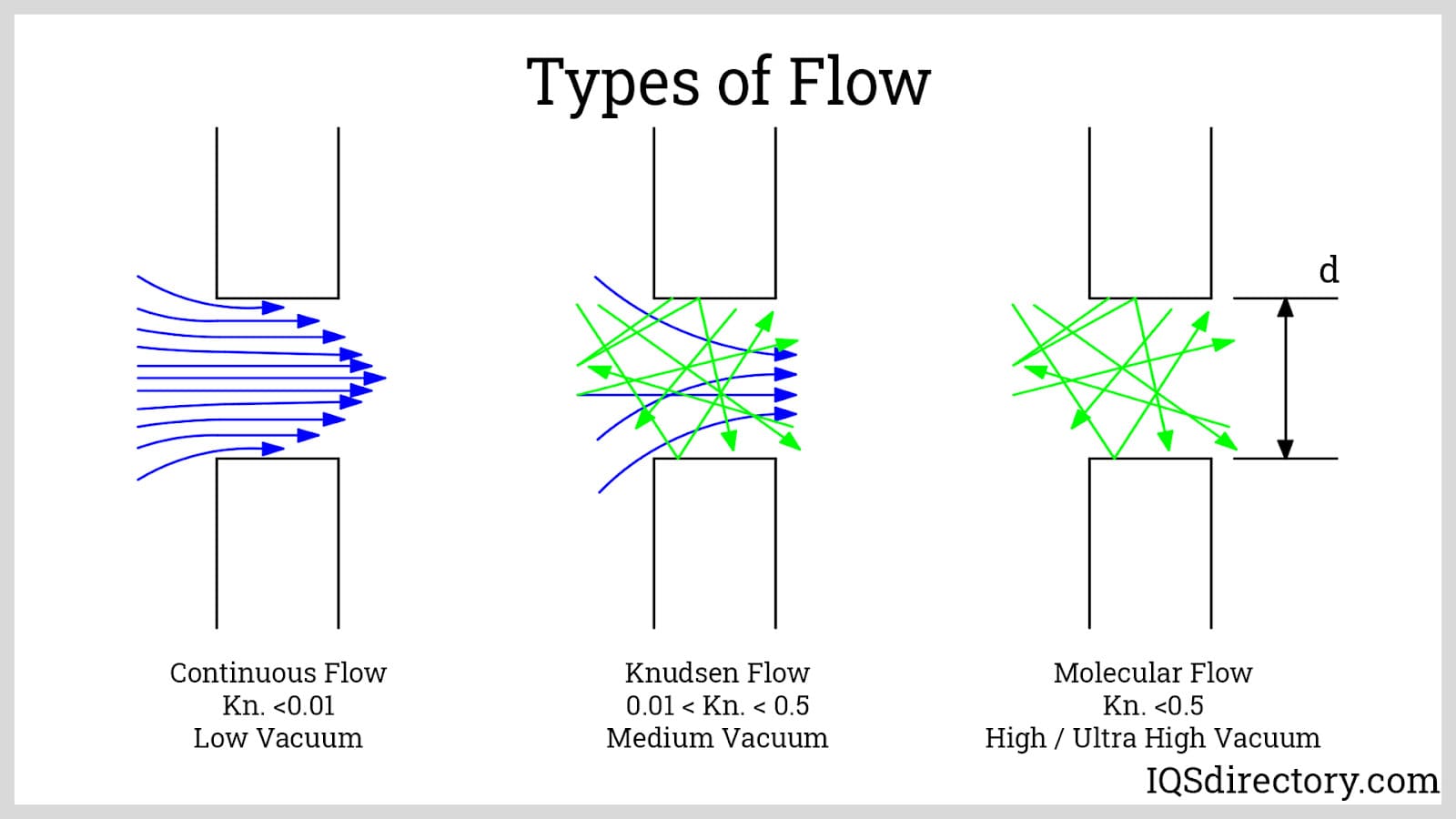
Mean Free Path – The average distance a gas molecule travels before colliding with another molecule or a surface.
Negative Gauge Pressure – Also known as "gauge vacuum" or "vacuum level," it is the reduction in pressure measured in inches of mercury (in. Hg) as air is removed from a system. Note: absolute negative pressure does not exist.
Nude Gauge – A vacuum gauge designed for direct insertion into a vacuum system without its own housing.
Open Capacity – The amount of air, in cfm, exhausted per minute when a vacuum pump operates without pressure or vacuum resistance.
Outgassing – The evaporation of substances, such as oil or dirt, after being placed in a vacuum or low-pressure environment.
Permeation – The passage of gas through a solid, typically by diffusion, and possibly involving surface interactions like adsorption or migration.
Pneumatic Fluid Power – Energy managed and delivered within a sealed circuit using pressurized fluid.
Positive Gauge Pressure – The pressure measured above atmospheric pressure.
Pressure – The force exerted per unit area on a surface, commonly measured in pounds per square inch (psi) or MegaPascals (MPa).
Pressure Switch – An electrical switch that is activated by changes in fluid pressure.
Psia (Pounds per Square Inch Absolute) – Pressure measured from a perfect vacuum, indicating total pressure without atmospheric influence.
Psig (Pounds per Square Inch Gauge) – Pressure measured above or below atmospheric pressure, indicating either positive or vacuum pressure.
Quick Exhaust Valve – A valve that rapidly releases air to the atmosphere, bypassing the directional valve to minimize back pressure.
Receiver Tank – A tank that stores gas under pressure or vacuum, providing a source of pneumatic power. Receiver tanks help handle sudden demand, reduce frequent cycling of an air compressor or vacuum pump, and dampen pulsations.
Residual Gas Analyzer – Also called a "partial pressure analyzer" or "partial pressure gauge," it measures both the quantity and types of gases present in a vacuum chamber.
Residual Gas – Gas that remains in a vacuum chamber after the pump-down process is complete.
Safety Valve – A valve designed to open fully and quickly to relieve excess pressure once a set limit is exceeded.
Sight Ports – Glass-covered openings that allow observation of the interior of a vacuum system.
Solid-state – Refers to devices that control current without moving parts, heated filaments, or vacuum gaps.
Sorption – A general term for the uptake of gas or vapor by a solid, whether through adsorption or absorption.
Standard Air – Defined as air at 68°F, 14.7 psia pressure, and 36% relative humidity.
Standard Temperature and Pressure (STP) – Also called "standard operating conditions," it refers to the reference temperature and pressure—usually 760 mm Hg (1 atm), 25°C—for comparison of values.
Surface Damage – Physical or chemical changes to a surface that reduce its regularity, symmetry, or alter its composition.
Torr – A pressure unit equal to 1/760th of a standard atmosphere.
Trap – A device used to capture and retain vapors or gases on cold or adsorbent surfaces.
Turbulent Flow – Non-laminar gas flow at high pressures and velocities, characterized by irregular movement.
Vacuum – A space containing air or gas at pressures below atmospheric, measured in inches of mercury (in. Hg).
Vacuum Chamber – The sealed container from which air or gas is evacuated for a process or experiment.
Vacuum Gauge – An instrument used to measure gas pressure below atmospheric levels.
Vacuum Rated Capacity – The cfm of air a vacuum pump can exhaust at its rated speed, usually specified for vacuums from 0 in. Hg to the maximum rating.
Vacuum Relief Valve – A valve that allows modulated atmospheric air into a system to regulate vacuum levels.
Vacuum System – An assembly including pumps, valves, chambers, lines, and instruments used to perform vacuum processes or experiments.
Vapor Pressure – The saturated vapor pressure at a specific temperature for any substance, a constant value for comparison.
Venturi Vacuum Pumps – These pumps work based on the Venturi effect, where a liquid or gas flows through a tube that narrows and then widens, causing a pressure drop as the tube contracts.
Viscosity – The measure of a fluid’s resistance to flow under pressure.
Viscous Flow – Describes gas flow—turbulent or laminar—through channels where the mean free path is much smaller than the channel dimensions, making collisions between molecules the main factor in flow behavior.
Volumetric Efficiency – Also called "volumetric ratio," it is the percentage ratio of a pump's actual output to its calculated theoretical output.
More Vacuum Pump Information
Vacuum Pump Informational Video