Rotational Molding
Rotational molding, also known as rotomolding, is a specialized plastic fabrication process designed to create seamless hollow plastic products. This versatile manufacturing technique uses a rotating mold combined with controlled high heat to produce durable parts featuring uniform wall thickness and strong structural integrity. Companies across multiple sectors turn to rotational molding when they need reliable, cost-effective solutions for large or complex hollow items that other plastic processes struggle to deliver efficiently.
Rotational Molding FAQ
What is rotational molding used for?
Rotational molding, or rotomolding, is used to create hollow plastic products such as tanks, playground equipment, kayaks, and industrial containers. The process produces durable, seamless parts with uniform wall thickness for long-lasting performance.
What materials are commonly used in rotomolding?
Over 80% of rotational molding uses polyethylene resins like LDPE, LLDPE, PEX, and HDPE. Other materials include polypropylene, PVC, nylon, and polycarbonate, each chosen for properties such as impact strength, chemical resistance, or heat tolerance.
What are the main steps in the rotational molding process?
Rotomolding involves four steps: charging powdered resin into the mold, heating while rotating to coat the interior, controlled cooling to solidify the plastic, and removing the finished hollow part. Each stage ensures consistent quality and durability.
Why is rotational molding cost-effective for manufacturers?
Rotational molding is cost-effective because molds are less expensive than those used in other processes, pressure is not required, and material changes can be made quickly. Most excess material is recyclable, lowering both production costs and environmental impact.
What industries commonly use rotationally molded products?
Rotomolding is widely used in agriculture, marine, automotive, pharmaceuticals, food processing, and construction. Products like storage tanks, safety cones, sports equipment, kayaks, and industrial containers rely on its strength and seamless design.
What are the advantages of rotomolding compared to injection or blow molding?
Rotomolding creates seamless, stress-free corners and allows for large, hollow products without seams. It offers design flexibility, lower tooling costs, and the ability to mold complex shapes, making it ideal for tanks, vessels, and custom components.
The History of Rotational Molding
The origins of rotational molding trace back to 1855 when British inventor R. Peters used biaxial rotation and heat to form metal shells for artillery and other hollow vessels. His goal was to achieve consistent wall thickness and density, but it took nearly 50 years for engineers to apply his discovery on a larger scale.
In 1905, American innovator Fred A. Voelke advanced the process by using it to create hollow wax objects. Five years later, G.S. Baker and G.W. Perks applied the method to produce the first hollow chocolate eggs. The technique gained further traction in the 1920s when R.J. Powell used it to mold plaster of Paris.
The 1940s and early 1950s marked a turning point as plastic rotational molding emerged, particularly in the toy industry. Manufacturers adapted rudimentary molding machines using automobile parts, electric motors, and gas burners. Nickel and copper molds shaped PVC materials, while cold water baths provided cooling. Hollow plastic toys, such as doll heads, became widely produced, leading to broader industrial applications, including traffic safety equipment, armrests, and buoys.
As more manufacturers adopted rotational molding, machine designs evolved, incorporating indirect heating systems for greater efficiency. A major breakthrough came in Europe with the shift from direct gas jets to high-velocity air heating. In the 1960s, the Engel process introduced low-density polyethylene as a new raw material, along with an improved cooling system that allowed molds to harden while still in motion.
By 1976, the industry had grown enough to establish the Association of Rotational Moulders (ARM) in Chicago. The 1980s saw further advancements with the introduction of materials like nylon and polycarbonate, enabling the production of fuel tanks, water tanks, and industrial molds. Researchers at Queen’s University Belfast made strides in refining cooling systems, improving process precision and efficiency.
Today, rotational molding continues to evolve with ongoing developments in polymer resins, machine automation, and process controls. These improvements help manufacturers meet growing demand for high-performance rotomolded products while maintaining efficiency across production runs of varying sizes.
Benefits of Rotational Molding
Rotational molding offers distinct advantages over other forming processes, making it a preferred choice for manufacturers seeking reliable production of hollow plastic components. One key benefit is the ability to switch between colored plastics without the need for extensive line cleanings or die purging, saving both time and operational costs. Unlike other molding techniques, rotomolding does not rely on pressure, which helps reduce tooling and energy expenses. Additionally, the equipment required is more cost-effective, as the cast or welded molds used in the process are significantly less expensive than alternative options. Another advantage is its sustainability—most excess material generated during production can be recycled, lowering both production costs and environmental impact.
Rotomolding also ensures a seamless, uniform coating, creating strong exterior corners without stress points. This makes it particularly beneficial for manufacturing pressure vessels and tanks, where even the smallest seams or cracks could lead to failure. Furthermore, the process allows for in-mold assembly of products or prefinished parts, eliminating the need for additional tooling. Unlike other methods that require new dies for even minor design adjustments, rotational molding offers exceptional flexibility, reducing design and production timelines. These features support a wide range of buyer needs, from low-volume custom runs to larger production series where consistent quality matters most.
Manufacturers often evaluate rotational molding when searching for processes that deliver excellent impact resistance combined with design freedom. The low-pressure nature of rotomolding minimizes internal stresses in the final part, resulting in products that perform reliably under demanding conditions such as outdoor exposure, chemical contact, or repeated handling. Companies exploring options for durable storage solutions or custom equipment housings frequently compare rotomolding against other plastic fabrication methods to determine the best fit for their project specifications and budget considerations.
Materials in Molded Products
Manufacturers primarily use powdered polymer resins for rotational molding, with over 80% sourced from the polyethylene family. Common plastics used include LDPE (low-density polyethylene), LLDPE, PEX, and HDPE. Other frequently used materials include polypropylene, PVC, nylon, and polycarbonate, each offering unique properties suited to different applications.
- Polyethylene (PE) – Known for its hardness, rigidity, and high ductility, this material provides excellent impact strength, low friction, superior chemical resistance, low permeability, and good electrical insulation.
- Polypropylene (PP) – Similar to polyethylene but with enhanced thermal resistance and mechanical properties. When uncolored, it can also be made translucent.
- Polyvinyl Chloride (PVC) – Available in both rigid and flexible forms, PVC offers high hardness, good elasticity, strong chemical resistance, and good insulation properties, though it does not insulate as well as polyethylene or polypropylene.
- Nylon – A family of synthetic polymers valued for their high melting points, superior abrasion resistance, durability, and excellent chemical, thermal, and UV resistance.
- Polycarbonate – Naturally transparent, polycarbonate is strong, tough, and heat-resistant, with excellent dimensional stability and color retention.
Rotational molding relies on molds made from either stainless steel or aluminum, which are either welded together or die-cast.
- Stainless Steel – Offers exceptional durability, along with resistance to corrosion, rust, and stains.
- Aluminum – A lightweight metal with high corrosion resistance, making it ideal for mold fabrication.
By combining these materials with the inherent advantages of rotational molding, manufacturers can create durable, cost-effective, and customizable products tailored to a wide range of applications. When researching rotomolding materials, many buyers look for options that balance strength, chemical compatibility, and long-term weather resistance to match their specific operating environments.
Rotomolding Manufacturing Process
Rotational molding, or rotomolding, begins with a specialized machine equipped with arms called spindles that support the molds containing raw plastic material. The machine moves the molds through a carefully controlled sequence—starting from the loading area, passing through a heating chamber, and finally entering a cooling chamber. This entire process unfolds in four distinct stages, typically lasting between 15 and 90 minutes depending on part size and material specifications.
Charging Phase
The process starts with the charging phase, where a precise amount of raw plastic material is loaded into a metal mold, which is then securely sealed. The method of loading can vary depending on the type of machine used. This initial step sets the foundation for achieving even material distribution throughout the subsequent heating and rotation phases.
Heating Stage
Next, the mold enters a heating chamber—often an oven—where it slowly rotates on both vertical and horizontal axes. This controlled movement ensures that the plastic powder melts and evenly coats the interior walls of the mold, preventing material buildup in any single area.
The duration of this heating phase requires careful management. Excessive heating can affect the plastic properties, while insufficient heating may result in incomplete melting and potential voids. Manufacturers use fine plastic powders in this process because rotomolding relies on low pressure, making it essential for the material to distribute evenly. Additives can be incorporated into the plastic to enhance properties such as corrosion resistance and static dissipation, ensuring the finished product meets specific performance requirements for its intended use.
Cooling Stage
Once the plastic has completely coated the mold, the cooling stage begins. Fans or water jets are used to gradually cool and solidify the plastic. This stage helps prevent defects by allowing controlled temperature reduction that maintains part dimensions and surface quality.
As the material cools, it naturally shrinks, which helps with product removal. Modern machines now feature sensors that monitor mold temperatures, ensuring precise and consistent cooling cycles that improve repeatability across production batches.
Removal Phase
After the plastic has fully hardened, the mold is carefully opened, and the finished part is manually removed. Shrinkage can sometimes make this step challenging, requiring careful handling. If a product needs additional structural reinforcement, features like ribs can be incorporated directly into the mold design to enhance overall strength without secondary operations.
Designing Rotationally Molded Parts
Effective design plays an important role in rotational molding. Manufacturers consider key factors such as material selection, additive requirements, and mold type. The size, shape, color, and mechanical properties of the final product—such as strength, flexibility, and thermal resistance—all influence design decisions. Many teams ask questions like “How can we optimize wall thickness for better impact performance?” or “What design features will improve drainage or stacking capability?” when developing new rotomolded items.
Custom molds allow for tailored solutions, including unique textures, colors, and finishes. Logos, graphics, and labels can be embedded directly into the molded part, ensuring durability. If reinforced joints or structural enhancements are needed, they can be seamlessly integrated into the design. Buyers evaluating custom rotational molding services often look for partners who can provide guidance on draft angles, parting lines, and undercuts to achieve the best possible manufacturing outcomes.
For specialized rotational molding solutions, consulting with an experienced manufacturer can help optimize materials, design, and production methods to achieve the best possible results. Teams frequently explore how rotomolding supports complex geometries that would be difficult or expensive to produce using other plastic fabrication techniques.
Rotationally Molded Plastics Images, Diagrams and Visual Concepts
An example of the products that can be produced using rotational molding.
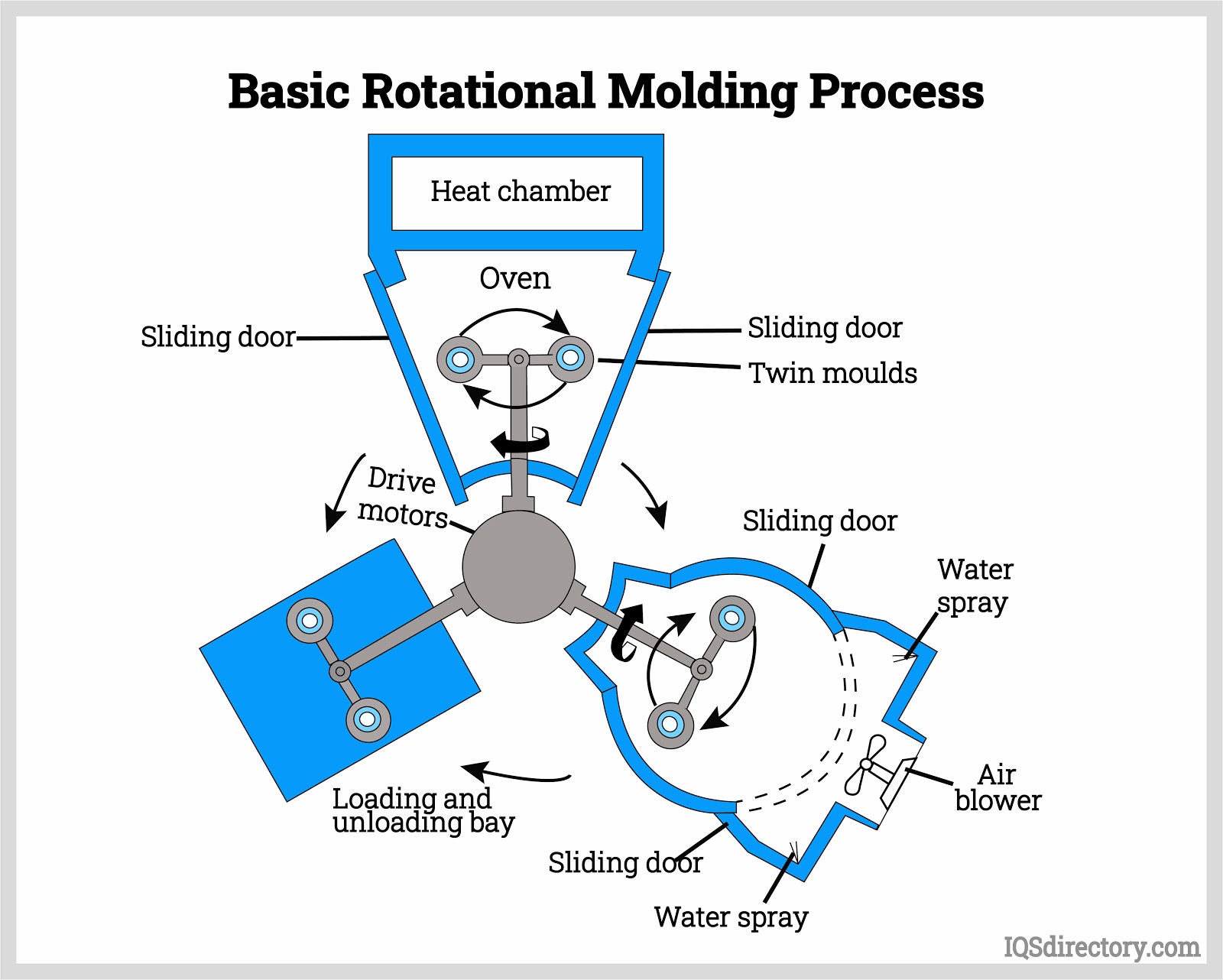
The basic process of rotational molding.
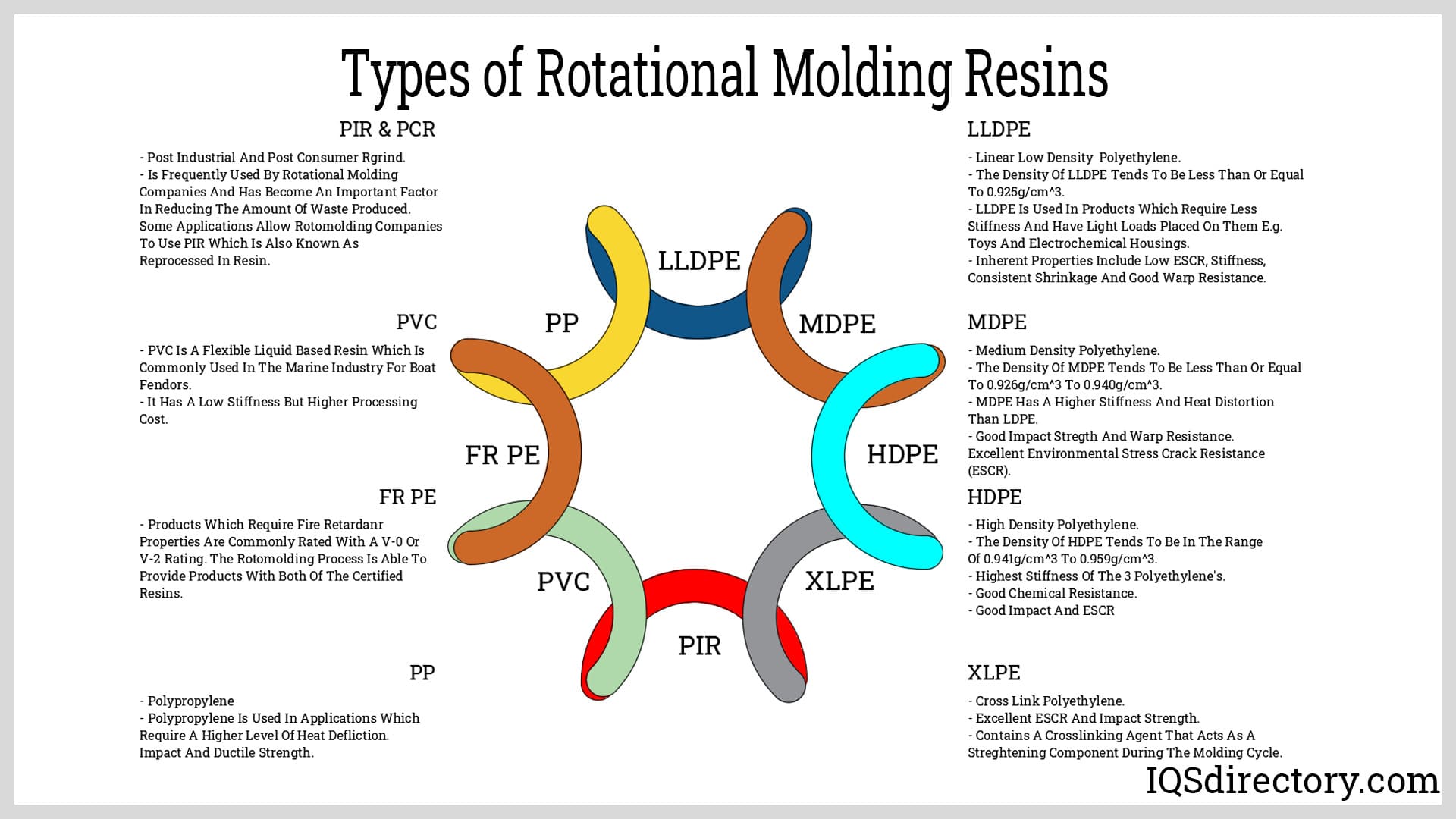
The different materials that are used in the rotational molding process.
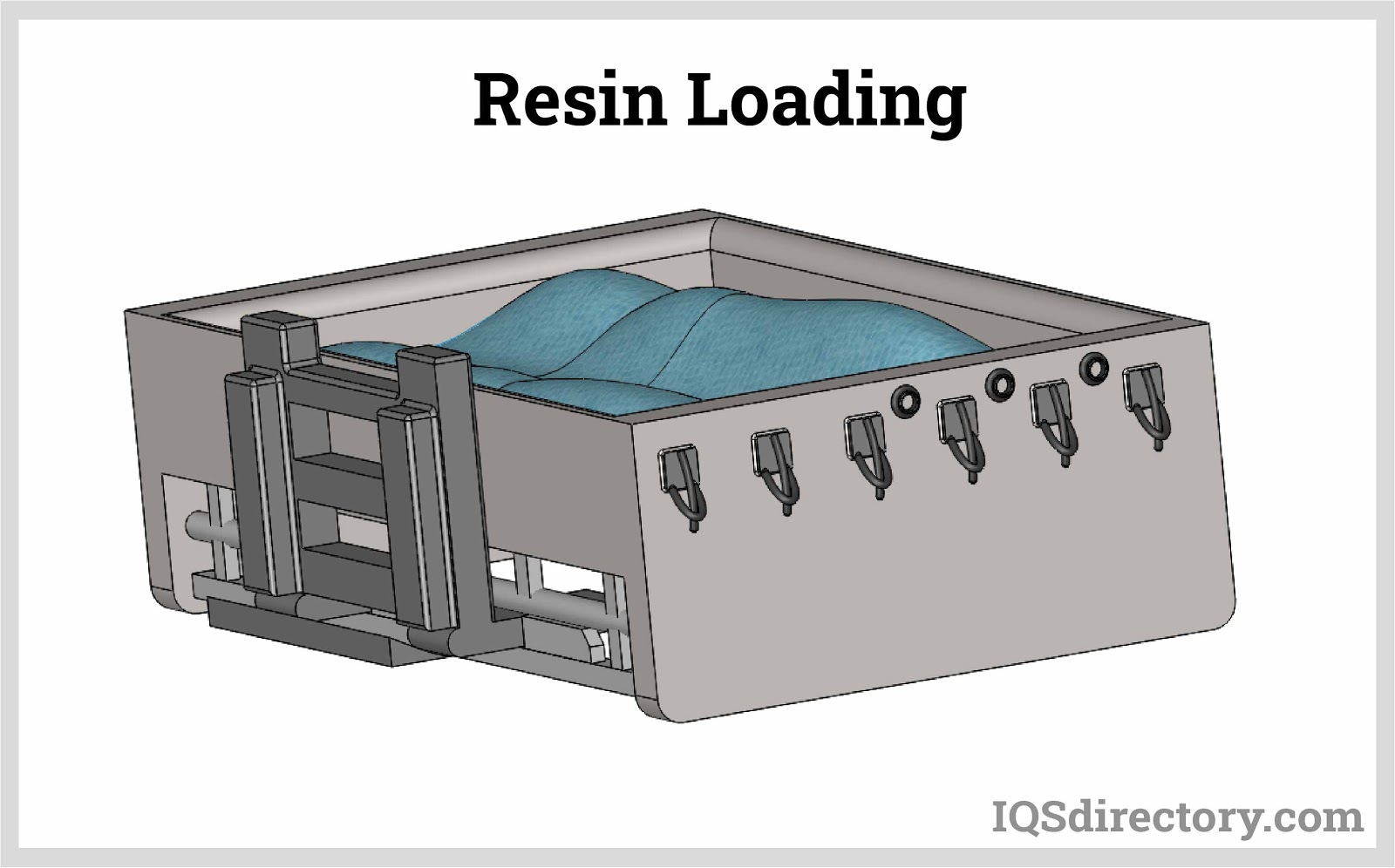
Measuring the quantity of the polymer, which is in powdered resin form which must be fine sizes, homogeneous, and dried.
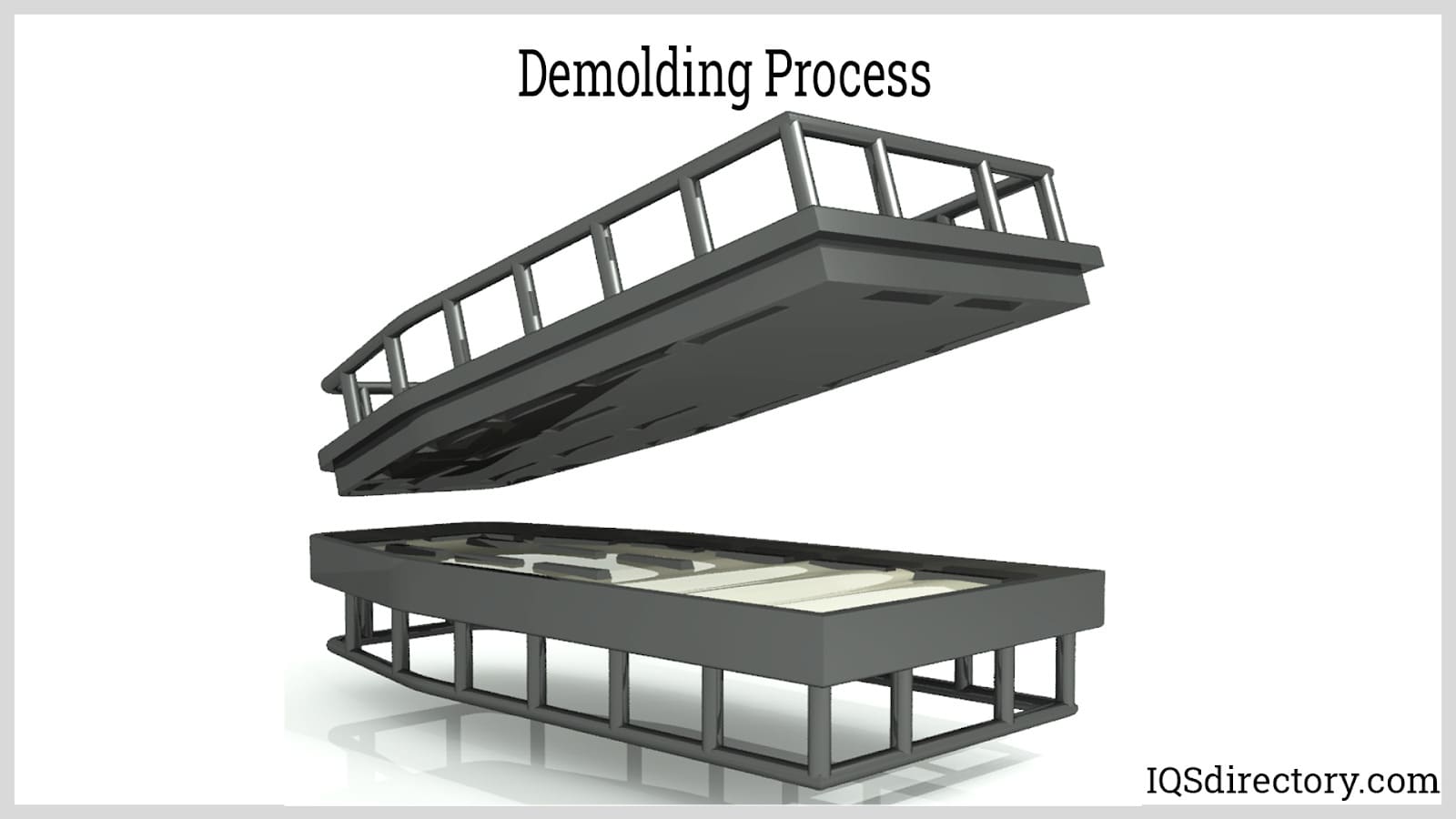
The cooling process to remove the mold which ejects airs to life the part out of the tool.
An example of secondary processes depending on the finished product.
Types of Rotationally Molded Plastics and Processes
Cross-Linked Polyethylene
This material is ideal for rotomolded products exposed to extreme cold, offering enhanced durability and impact resistance in applications where low-temperature performance is important.
Custom Rotational Molding
Custom rotational molding services allow for the design and production of rotomolded products tailored to specific needs, ensuring optimal performance and precision for unique project requirements.
High-Density Polyethylene
Known for high-flow molding and exceptional molecular weight performance, HDPE delivers interior gloss development, ductile cold temperature impact resistance, and reliable performance in demanding storage and containment applications.
Linear Low Density Polyethylene
Offering superior fit and finish, LLDPE provides high impact strength, excellent tensile properties, and reliable performance in rotomolded products that require flexibility and toughness.
Plastic Rotational Molding
A process where molten plastic rotates within a mold, shaping it into durable, seamless products suitable for a variety of industrial and commercial uses.
Polyethylene
A lightweight material with a low modulus of elasticity, polyethylene ensures thick-walled sections where needed while maintaining impressive impact resistance across many applications.
Polyvinyl Chloride
Commonly known as vinyl, PVC offers outstanding transparency, chemical resistance, long-term stability, and excellent weatherability. Available in rigid or flexible forms, it suits diverse applications where durability and versatility are valued.
Rotational Molders
Also called roto molders, these machines fabricate hollow plastic components using controlled rotation and heat to achieve consistent results.
Rotational Moulding
A low-pressure process that creates seamless, hollow plastic parts with consistent wall thickness ideal for long-term use.
Rotationally Molded Fuel Tanks
Constructed from seamless polyethylene, these tanks withstand saltwater, UV exposure, solvents, and extreme temperatures while retaining molded-in graphics, logos, and warnings for clear identification in the field.
Rotationally Molded Plastics
One-piece plastic components produced through a rotational molding machine, designed for durability and structural integrity in everyday and specialized environments.
Rotomolds
Machines engineered for producing hollow, single-piece plastic parts through rotational molding that deliver consistent quality.
Rotomolded Products
Hollow plastic parts manufactured via rotational molding, ensuring strength and longevity for storage, transport, and protection needs.
Rotomolded Tanks
Seamless plastic containers designed for bulk material storage, offering durability and leak resistance across agricultural, industrial, and chemical handling scenarios.
Rotomolding
Also known as rotomoulding, this four-step process creates robust, hollow plastic components suitable for many different end uses.
Types of Rotomolder Machines
Rotomolders, the machines powering rotational molding, typically include four key components: an oven, molds, mold spindles, and a cooling chamber. Molds define the shape of plastic products and are either welded or cast. The oven heats the molds, while the spindles ensure even coating by rotating along multiple axes. The cooling chamber rapidly hardens the plastic by lowering the mold’s temperature. Understanding different machine types helps buyers select equipment or services that match their production volume and part dimensions.
Rotomolders come in various configurations to accommodate both simple and complex designs:
Carousel Type
The most common bi-axial rotomolding machine, featuring either four or six stations. These machines allow continuous operation, with one arm in the heating station, another in cooling, and a third handling loading and unloading for efficient throughput.
Clamshell
Designed with a mechanical arm for multi-axis rotation, these machines integrate heating and cooling in the same chamber, making them compact and cost-effective for smaller production setups.
Rock and Roll
Built for producing long, narrow parts, these machines rotate molds 360 degrees on one axis while simultaneously rocking them 45 degrees on another. Their efficient heating chambers make them suitable for targeted high-volume production of specific shapes.
Vertical Machines
Also called over-rotating machines, these feature separate heating and cooling zones with front-loading capability. Their compact chambers maximize energy efficiency while maintaining strong performance across various part sizes.
Shuttle Type
These machines shuttle molds between heating and cooling chambers while allowing bi-axial rotation. Their cost-effectiveness and ability to produce large-sized products make them a versatile choice for many manufacturers.
Each machine type is designed for specific manufacturing needs, ensuring efficiency, precision, and high-quality results in rotational molding. When comparing rotomolder options, production teams often consider factors like cycle time, energy consumption, and maximum part dimensions to align equipment capabilities with their operational goals.
Applications of Rotational Molding
Customers trust the rotomolding process because it produces durable, single-piece components with uniform wall thickness and high tensile strength. These qualities ensure exceptional product performance while keeping tooling costs low and minimizing the need for additional fabrication steps. Many organizations search for rotational molding solutions when they require large capacity storage, protective enclosures, or recreational equipment that must endure outdoor conditions year after year.
Rotational molding is widely used across industries, including food and beverage processing, pharmaceuticals, wastewater management, agriculture, plumbing, sporting goods, packaging, material handling, chemicals, fuel and oil, marine, road construction, automotive, and toy manufacturing. In each sector, the ability to create seamless, stress-free parts provides clear performance benefits.
Typical rotomolded products, such as storage and fuel tanks, are hollow with large capacities and maintain consistent thickness and density for superior durability. Other common applications include outdoor furniture, kayaks and canoes, playground slides, safety cones, footballs, sports helmets, plastic tanks, beverage bottles, large trash containers, and various types of hollow bins. Teams evaluating options for new equipment or replacement parts often consider how rotomolding can reduce assembly time and improve overall product lifespan compared with multi-piece alternatives.
Additional use cases appear in areas such as agricultural chemical storage, marine flotation devices, and custom industrial housings where the combination of lightweight construction and robust mechanical properties delivers real value. Decision makers frequently weigh factors like UV stabilization needs, color consistency requirements, and certification standards when selecting rotationally molded solutions for their operations.
Things to Consider When Choosing Rotational Molding
Selecting a quality rotomolded product starts with finding the right manufacturing partner. With many options available, it helps to focus on providers who demonstrate experience with similar part sizes, materials, and performance requirements. Clear communication about intended use, environmental exposure, load requirements, and aesthetic preferences leads to better outcomes.
Explore available manufacturers and compare their capabilities, production capacities, and quality processes. Share details such as function, industry requirements, dimensions, shape, color, strength, and any other key product characteristics. Clarify budget and timeline expectations early in the conversation. Comparing not just technical capabilities but also communication style and support responsiveness can help identify the best match for your project needs.
Variations and Similar Processes to Rotational Molding
While rotational molding is an excellent solution for many applications, other molding techniques offer distinct advantages depending on the project’s requirements. Understanding these alternatives helps buyers make informed decisions when evaluating plastic fabrication options.
Extrusion
Extrusion is ideal for creating products with a fixed cross-sectional profile. Unlike molding, this process forces material through a die rather than shaping it within a mold. Extrusion excels at producing complex cross-sections and works well with brittle materials, as it only applies compressive and shear stresses. The process also yields high-quality surface finishes for profiles and tubing.
Injection Molding
Injection molding utilizes a hopper, heated barrel, nozzle, and mold. During this process, molten material is injected under pressure into a cold mold, allowing it to solidify rapidly. Compared to rotational molding, injection molding is faster and better suited for producing smaller, more detailed parts or components requiring sharp features and threads.
Blow Molding
Blow molding is specifically designed for manufacturing hollow plastic parts. This method begins with melting plastic and forming it into a parison—a tube-like shape with an open end. The parison is then placed in a mold, where compressed air expands it against the mold’s walls. Once cooled, the mold opens, and the finished part is released. Blow molding is primarily used for producing bottles and other smaller hollow containers where high production speeds are prioritized.
Rotational Molding Terms
Blow Molding
A widely used process for shaping hollow thermoplastic products like bottles and containers. This method primarily falls into two categories: extrusion blow molding and injection blow molding.
Chemical Cross Linking
A process in which individual polymer particles bond together at a molecular level, enhancing the strength and durability of the material for improved long-term performance.
Chemical Resistance
The ability of a material to withstand exposure to various chemicals without degrading. Plastics excel in this area, making them ideal for applications like holding tanks and industrial containers.
Corrosion
The deterioration of a material, often due to oxidation or chemical reactions, such as the rusting of iron. Rotomolded parts are often selected to help avoid such issues in harsh environments.
Cycle Time
The total duration required for a rotational molding process, from loading raw plastic into the mold to the final removal of the fully formed product. Cycle time considerations affect overall production planning and cost calculations.
Deflashing
The removal of excess material from a molded part, particularly along seam lines where excess plastic may form during molding. Proper process control helps minimize the need for extensive deflashing.
Density
A key characteristic of polyethylene (PE) that influences stiffness, impact resistance, and overall product performance in rotomolded applications.
Elasticity
A material's ability to return to its original shape after being stretched or compressed, contributing to the flexibility seen in certain rotomolded designs.
Fusion Temperature
The temperature at which plastic resin melts and begins adhering to the mold’s surface, ensuring proper formation of the hollow part.
Grindability
The ease with which plastic can be ground into a fine powder. Most plastics undergo grinding before being used in the rotational molding process to achieve the required particle size distribution.
Impact Resistance
A material’s ability to absorb energy and resist fracturing when subjected to sudden force or impact, a common requirement for rotomolded items used outdoors or in handling applications.
Plastic
A broad term for synthetic or semi-synthetic materials that can be molded or extruded into various forms. Plastics are commonly used for products, coatings, and adhesives across countless industries.
Polymer
A long-chain molecular structure formed by linking repeating monomer units, giving materials their unique properties that make them suitable for rotational molding.
Pourability
The rate at which plastic powder flows through a funnel. For rotomolding, a material must have adequate flow characteristics to ensure proper distribution inside the rotating mold.
Resin
A solid or semi-solid organic material, often translucent or transparent, used in plastics, adhesives, and coatings. Resin selection directly affects the final performance of rotomolded parts.
Spindles
The rotating arms of a rotational molding machine, responsible for moving molds between different processing stages. These spindles spin along multiple axes to evenly distribute material within the mold.
Thermal Stability
A resin’s ability to endure high temperatures without degrading. Some materials require precise temperature control to ensure successful rotomolding results.
Thermoplastic
A type of plastic that softens when heated and hardens when cooled, allowing it to be reshaped multiple times. Common examples include polyethylene (PE), polypropylene (PP), vinyl, and nylon, all widely used in rotational molding.
More Rotational Molding Information