Please fill out the following form to submit a Request for Quote to any of the following companies listed on
Get Your Company Listed on this Power Page
This is the most complete description of roll forming on the internet.
You will learn:
What is roll forming
Roll forming processes
Technical advances in roll forming
The benefits and advantages
Metals that can be roll formed
And much more
Chapter One – What is roll forming?
Roll forming is a metal forming technique that uses a series of precisely aligned rollers to achieve incremental bending on a continuously fed metal strip or coil. These rollers are arranged in multiple stands, where each forming roller performs a small part of the overall bending operation. Because the process is continuous, roll forming is ideal for high-volume production, tight tolerances, and consistent part repeatability across long production runs.
The rollers are meticulously designed using a flower pattern, which outlines the progressive changes made to the metal strip as it moves through each station. The specific shape of each roller is derived from individual segments within this flower pattern, helping manufacturers create custom profiles, structural shapes, channels, and other engineered components with precision. This progressive forming approach is one reason roll formed parts are widely used in automotive, construction, appliance, and industrial applications.
Each color depicted in the flower pattern above represents one of the small, progressive bends necessary to form the completed part. These colors symbolize individual bending operations and reveal how the strip transitions from flat metal into a finished cross-section through controlled deformation. To minimize errors, reduce springback, and avoid defects before actual production, CAD and CAM simulations are utilized to model the roll forming process. Engineers use these software tools to optimize tooling design, set calibration passes, and evaluate bend radii, profile geometry, and material flow for different forming angles or folding requirements, enabling them to develop new shapes with greater speed and accuracy. This makes roll forming a cost-effective solution for manufacturers comparing custom metal fabrication methods, especially when looking for efficient throughput, low scrap rates, and reliable dimensional consistency.
Chapter Two – Roll Forming Process
Each roll forming manufacturer may follow a unique sequence of operations in their roll forming process, but all roll formers share a common set of essential steps that define this metal fabrication technique. Understanding the standardized workflow behind roll forming allows for a more consistent comparison between metal roll forming companies and helps users evaluate production capabilities, output precision, and customization options.
The roll forming process begins with a large coil of sheet metal, which can range from 1 inch to 30 inches wide with a thickness of 0.012 inch to 0.2 inch. This raw material can include cold-rolled steel, stainless steel, galvanized steel, aluminum, copper, or other metal alloys, depending on the final application and desired structural strength. Before the metal coil is loaded into the roll forming line, it must be carefully prepared for processing to ensure accurate results and high-quality finished profiles.
The above diagram illustrates each stage of roll forming, spanning from the automated feeding of the metal coil to the cutoff, ejection, and discharge at the end of the line. Below is a step-by-step breakdown of each critical phase in the roll forming manufacturing process.
Steps of the Roll Forming Process
Uncoiling
Prolonged storage of metal coils can result in a persistent set, causing the material to remain tightly coiled and potentially leading to deformation or inconsistencies during feeding. To correct this, the coil is mounted onto an industrial uncoiler or decoiler machine, as pictured below, and passed through a straightener or flattener to remove any coil set and ensure optimal flatness. The leading edge is then precisely trimmed, which allows for smooth and even feeding into pre-press processing machinery. Proper uncoiling and flattening are essential for avoiding jams, misfeeds, and dimensional inconsistencies in the shaped product.
Part of the pre-press operation may also include tapering or beveling the beginning of the feed coil to facilitate easier entry into the forming rollers and minimize startup scrap, which is a key step for efficient high-volume metal roll forming operations.
Pre-press Treatment
Before the sheet metal advances to the forming rollers, automated pre-press operations may be performed based on the unique requirements of the profile or component being manufactured. This can involve pre-punching, stamping, embossing, adding slots or holes, or other value-added fabricating processes. Integrating pre-punch operations into the roll forming process streamlines manufacturing by reducing the need for secondary machining and ensuring features are precisely located prior to forming. The image below demonstrates a pre-punched parts system often seen in custom roll forming lines used for construction, automotive, and appliance industries. These steps maximize efficiency and improve repeatability for high-tolerance products.
Roll Forming
During this crucial stage, the metal strip is gradually and precisely formed into the desired cross-sectional profile by a series of roll forming machines and roller die stations. A typical roll forming line may utilize between 10 and 24 paired roller dies, each designed to incrementally bend and shape the sheet metal closer to the finished product geometry, known as the flower pattern or roll design. Advanced roll forming machines may include CNC controls for automated adjustment, ensuring consistent tolerances for complex profiles, roofing panels, framing members, automotive bumpers, and building components. The roll forming technique is ideal for producing long lengths of uniform shapes with high repeatability and minimal waste when compared to stamping or brake forming.
Cutoff and Discharge
After the metal profile achieves its final shape, a flying cutoff die or high-speed shear trims the continuous roll formed section to precise lengths as it moves downstream, enhancing throughput and reducing production cycle times. In-line cutoff solutions are critical for maintaining dimensional accuracy across long production runs. After cutting, parts are automatically transferred to a run-out table for collection, inspection, packaging, or further downstream operations such as welding, finishing, or assembly. This automated workflow increases productivity and supports just-in-time manufacturing models in the metal forming industry.
Secondary Processes
Following the primary roll forming operation, additional finishing steps—commonly referred to as secondary processes—may be performed. These can include automated punching, notching, laser cutting, TIG welding, tight-tolerance forming, profile straightening, hardware insertion, or minor assembly. Secondary processes can be performed in-line immediately after cutoff, or off-line at dedicated workstations, depending on the complexity of the final application. These steps expand the versatility of roll formed profiles and allow manufacturers to deliver custom metal components that meet stringent industry standards found in sectors such as construction, transportation, solar energy, and industrial equipment manufacturing.
The image below displays examples of secondary-processed roll formed profiles, including complex rocker and bumper profiles for the automotive industry and custom shapes for building products.
Punching
Notching
Tight tolerance forming
Straightening
Adding other components
Minor assembly
Lubricant
Effective management of friction is vital in any metal forming process, as it directly impacts tool life, surface finish, and dimensional accuracy of the finished components. Friction is created when two surfaces interact, such as between the roll tooling and the metal strip, and generates heat, which can lead to increased wear on dies and reduce process efficiency if not properly controlled. The velocity of the roll forming line and the type of metal being formed both contribute to the level of friction and heat produced.
Applying the proper lubricant for roll forming is critical to decrease friction between the rollers and sheet metal, thereby preventing tool degradation, galling, and surface defects. Lubrication must be carefully balanced—not eliminating friction completely, but rather maintaining an optimal amount to assist in material transport and shaping. The type of lubricant chosen depends on factors such as base metal, profile complexity, roll forming speed, and downstream coating requirements. Water-based, synthetic, and chlorine-free lubricants have become industry standards for environmentally friendly, clean, and efficient production of roll formed metal components.
State-of-the-art roll forming operations prioritize low-viscosity fluid lubricants, such as those based on paraffin for non-ferrous metals like aluminum and copper. These lubricants improve cycle times and contribute to higher output rates, which are influenced by material thickness, number of roll stations, and degree of profile bending. Additionally, modern roll forming lines utilize advanced lubrication systems that minimize residue while ensuring consistent coverage along the length of the coil. The use of eco-friendly and chlorine-free lubricants, as shown in the example below, meets growing industry requirements for sustainable, high-performance metal forming processes and supports compliance with environmental regulations.
This Rolling Forming Machine Uses a Chlorine Free Lubricant (from etna.com)
Advantages of the Roll Forming Process
Roll forming offers distinct advantages over other metal shaping and bending techniques, such as press braking or stamping. It is well-suited for mass production of long, continuous metal profiles with tight tolerances, exceptional surface finish, and complex cross-sections. By leveraging automated equipment, coil-fed material, and integrated inline or offline secondary processes, manufacturers can achieve reduced labor costs, improved product consistency, and minimized scrap rates. Roll forming is also highly adaptable—capable of handling a variety of materials and finished part geometries, meeting the rigorous requirements of industries like automotive, construction, shelving, energy, and HVAC.
When selecting a roll forming supplier or configuring a custom roll forming line, important evaluation criteria include production capacity, tooling customization, quality control systems, engineering support, and the capability to handle advanced secondary operations or large-scale orders. Buyers should also consider the manufacturer’s experience in producing roll formed products for their specific application, as industry expertise contributes to optimal process design and end-product performance.
Leading Manufacturers and Suppliers
Chapter Three – Technical Advances in Roll Forming
Technological advances have had a significant impact on the roll forming industry, revolutionizing steel fabrication and streamlined metalworking processes. Modern roll forming equipment now integrates advanced manufacturing technology, leading to enhanced dimensional accuracy, tighter tolerances, and greater production efficiency. The adoption of automated systems and digital controls has driven major improvements in quality control, flexibility, and cost-effectiveness throughout the metal roll forming process. Below is a description of several significant innovations that shape the current standards and future direction of roll forming operations.
Computer Numerically Control (CNC)
A CNC (Computer Numerical Control) machine is foundational to precision roll forming and modern metal forming techniques. CNC systems allow operators to program complex instructions that guide automatic tools, roll forming rollers, and associated equipment, optimizing manufacturing automation. These systems determine the sequence of machine operations, execute trial runs, and can be configured with detailed part geometries to ensure each production run follows the exact flower pattern, essential in custom roll forming profiles.
Depending on the type and design of a roll formed profile, advanced CNC roll forming machines support tool-free adjustments for rapid setup changes. This versatility accommodates seamless transitions between different cross-sectional geometries, asymmetrical shapes, and varying sheet metal thicknesses. As a result, manufacturers can meet diverse customer requirements with minimal downtime and highly consistent results. The image below illustrates a CNC roll forming machine's display screen with its programmable command interface, central to improving process control and throughput.
Computer Aided Design (CAD) or Manufacturing (CAM)
Product development for roll forming harnesses the power of both CAD (Computer Aided Design) and CAM (Computer Aided Manufacturing) software. These digital tools are essential for rapid prototyping, simulation, and translating complex parts into workable manufacturing instructions. Engineers focus on three essential design elements in the roll forming process: geometry, length, and type of raw material. Sophisticated CAD/CAM applications support seamless integration with CNC machine programming, maximizing efficiency and accuracy.
Geometry – Using advanced CAD software, manufacturers can optimize part geometry to consolidate multiple components into a single continuous structure. This process minimizes assembly requirements, enhances structural integrity, and reduces welding or additional fabrication steps. Complex metal forming projects can now be designed and tested virtually, ensuring the final product meets required performance specifications.
Length – Roll forming is an ideal manufacturing technique for producing long, continuous metal profiles in high-volume production runs. By leveraging CAD programming, stamped or press brake parts can be easily adapted or converted to the roll forming process, supporting industries that require custom lengths and precise repeatability.
Material Selection – Modern CAD platforms enable virtual testing of a wide range of metals—such as cold rolled steel, stainless steel, aluminum, and high-strength alloys—helping engineers evaluate each material's suitability for a particular roll forming application. These simulations minimize waste and reduce the need for time-consuming prototyping runs.
The image below shows a 3D CAD rendering of a roll forming flower pattern, highlighting the virtual modeling and accuracy achievable in modern design workflows. Such visualizations support communication between design and manufacturing teams, further reducing lead times in sheet metal forming projects.
Programmable Logic Controller
A Programmable Logic Controller (PLC) functions similarly to a CNC machine but is optimized for real-time process automation and equipment management. PLCs are widely used in the roll forming process to ensure continuous monitoring of equipment and dynamic adjustments. In a roll forming line, the operator can input commands for cutting lengths, part counts, and additional fabrication steps such as hole punching, slot cutting, embossing, or notching—all of which can be handled by the PLC interface. This granular control supports complex production requirements and enhances workflow automation, reducing operator intervention and increasing safety. The white device in the image below is the PLC controller for a rail guide roll forming machine.
TIG Welding and Lasers
TIG (Tungsten Inert Gas) welding represents one of the most effective and precise joining methods integrated within roll forming manufacturing lines. As a roll formed shape exits its final set of rollers—and before being cut to length—automatic welding systems, including both TIG welding and high-speed industrial lasers, can seamlessly join metal edges. This process is vital for producing closed tubes, welded profiles, and high-integrity structural components commonly used in automotive, construction, and appliance industries. For consistently successful welds, the radii and edges of the rolled form must match precisely, underscoring the importance of modern controls and design accuracy. Below are images of various welded roll configurations for tubing, demonstrating the critical role of automated joining technology in roll formed tube manufacturing.
In summary, these recent technical advances in roll forming—CNC automation, CAD/CAM integration, PLC management, and automated welding—have collectively positioned roll forming as a preferred solution for high-volume, precision metal fabrication. By adopting state-of-the-art technologies, manufacturers benefit from faster setup, improved material utilization, and unrivaled consistency in finished products. As roll forming technology continues to evolve, further innovations are anticipated to drive even greater productivity, customizability, and quality assurance in the global sheet metal processing industry.
Chapter Four – Benefits and Advantages
Roll forming is a cost effective process for shaping metal coils into custom designed profiles. It is used by several industries to produce components for automobiles and appliances to aircraft and construction industries. Listed below are some of the benefits and advantages roll forming offers.
Efficiency
The speed of roll forming is due to the long coils of metal it uses that are rapidly fed into the forming machine. Since the machine is self-feeding, there is little need for human monitoring, which lowers the cost of labor. Punching and notching during pre-feeding avoids the need for secondary operations.
Cost savings
Metals do not need to be heated for roll forming, which significantly lowers energy costs. The careful control and lubrication of moving parts reduces tool wear and the cost of component replacement. The smooth finishes of completed parts removes the need for secondary processes such as deburring or trimming of flash. Parts are produced in large quantities reducing the cost of the final product.
Flexibility
Complex and intricate cross sections can easily be produced using ferrous and non-ferrous metals. In some processes, it is not possible to shape a metal that has been painted, plated, or coated. Roll forming can easily shape them regardless of the type of finish.
Quality
Products are more uniform and consistent across a complete run. Tolerances are very tight with extremely precise dimensions. Sharp, clean contours are maintained with the absence of die marks or deformities.
Length of Parts
Since the metal is fed into the machine, any length can be produced using the same tooling for any part.
Less scrap
Roll forming produces one to three percent scrap for each production run, which is far less than any other metal working process. The lower amount of scrap lowers the cost of working with expensive metals.
Repeatability
A major problem with bending metal is residual stress, which negatively affects repeatability. The rapid processing of roll forming helps metals retain their residual stress as well as any loss of weld seam control.
Chapter Five – Metals Used in Roll Forming
Roll forming can shape any ferrous or non-ferrous metals and their alloys. The types of metals used by manufacturers determines the adjustments that must be made to each bending stage of the roll forming process. The key factors are thickness and ductility as well as the flow stress, which determines the amount of force necessary to shape the metal. The yield point, the point at which a metal bends, is higher at a lower temperature necessitating an increase in the amount of force, which has to be factored into the roll forming machine.
Listed below are seven metals that are commonly used in roll forming separated into ferrous and non-ferrous metals.
Ferrous Metals – Contains Iron
Steel
Made of iron
Malleable below its melting point without requiring special heat treatment.
Free from slag
Contains small amounts of silicon and manganese
Has trace quantities of sulfur and phosphorus
Stainless Steel
Has a high percentage of chromium
Strain and corrosion resistant
Resistant to weak mineral acids, oxidation, organic acids, and caustic materials
Galvanized Steel
Coated with zinc
Is a heat treated metal
Has a bonded coating of zinc-iron alloy
Non-Ferrous Metals – Does not ontain Iron
Aluminum
Malleable
Lightweight
Resistant to corrosion
Has a layer of aluminum oxide
Brass
Copper and zinc alloy
Corrosion resistant
Bronze is another type
Malleable
Copper
Has electrical conductivity.
Primary component in non-ferrous alloys
Lead
Has high density
Low melting point
Tarnishes slowly
Ductile
Poor electrical conductor
Resistant to corrosion
Chapter Six – Types of Roll Forming Processes
Every roll forming manufacturer uses a unique set of rolling processes to create their products. Some specialize in tubing, while others produce roofing and siding. The most common types of rolling are:
Shape Rolling
Ring Rolling
Roll Bending
Flat Rolling
Plate Rolling
Below is a discussion of these methods:
Roll Forming Methods
Roll Bending
Roll bending can be used for thick large metal plates. Three rollers bend the plate to produce the desired curve. The placement of the rollers determines the exact bend and angle, which is controlled by the distance between the rollers.
Flat Rolling
The basic form of roll forming is when the end material has a rectangular cross-section. In flat rolling, two working rollers rotate in opposite directions. The gap between the two rollers is slightly less than the thickness of the material, which is pushed through by the friction between the material and the rollers, which elongates the material due to the decrease in material thickness. The friction limits the amount of deformation in a single pass making several passes necessary.
Shape Rolling/Structural Shape Rolling/Profile Rolling
Shape rolling cuts different shapes in the workpiece and does not involve any change in the thickness of the metal. It produces molded sections such as irregular shaped channels and trim. Shapes formed include I-beams, L-beams, U channels, and rails for railroad tracks.
In ring rolling, a ring of small diameter workpiece is rolled between two rollers to form a ring of larger diameter. One roller is the drive roller, while the other roller is idle. An edging roller ensures that the metal will have a constant width. The reduction in width of the ring is compensated for by the diameter of the ring. The process is used to create seamless large rings.
Plate Rolling
Plate rolling machines roll sheets of metal into tightly shaped cylinders. The two different varieties of this type of equipment are four roller and three roller. With the four roller version, there is a top roller, pinch roller, and side rollers. The three roller version has all three rollers producing pressure with two on the top and one on the bottom. The diagram below is a four roller systems forming a cylinder.
Chapter Seven – Roll Forming Machines
There are several varieties of machines used to roll metals. The type depends on the number of spindles that are used. The spindles of the machine are mounted on a base plate that is a base table for the rolling process. Once the rollers are mounted, they are aligned with the spindles, the rotation of which shapes the metal. Spacers hold the rolls in position and allow the spindles to easily act on the metal sheets.
Every manufacturer has their own version of a roll forming machine. Listed below are descriptions of a few common versions.
Stud and track
Stud and track machines produce assembly frames for strong, lightweight partitions, which can be up to 32 feet with varying thicknesses. These machines can form studs or track from 3 5/8" to 8" with 26 to 14 gauge steel and 1 5/8" and 2 1/2" members
Angle
Angle roll forming machines use high tensile strength steel for form equilateral or unequal perpendicular angles, the most basic of the rolled formed profiles. Framing is the primary use of roll formed angles, but they can also be used for rails, posts, supports, and brackets.
Beam
Beam roll forming is used to produce box beams for construction. The designs produce fluted beam profiles for floor decking and framing. Beams are made from high tensile strength steel with double thickness flanges and single thickness webbing for additional strength.
Seamless
The primary use for seamless roll forming is the manufacturing of tubing, which can be square, round, oval, or rectangular. The TIG process is used at the end of the roll forming process to weld the rolled tubing together as can be seen in the diagram. As with many parts from roll forming, tubing is made from a wide variety of ferrous and non-ferrous metals.
Wrap
Wrap roll forming machines form a wrapped L-shaped edge or flange on sheet metal. Wrap machines are very similar to a long dinner table with a set of rollers running the length of the table. They can reach speeds of fifty feet per minute to create either complex or simple flanges.
Chapter Eight – Applications and Products
Roll forming has become the first choice for the manufacture of metal related products due to the high quality, exacting tolerances, rapid production, dimensional accuracy, and lower cost. All metal based industries use roll forming from building construction to aircraft manufacturing. Below is a short list of the applications and products produced by roll forming.
Door and Window Hardware
Metal Fencing
Computer Casings and Components
Metal Furniture Components
Rain Gutters and House Siding
The items listed above are only a few of the wide variety of items we use every day that are rolled formed. Others include desk drawer slides, steel support framing, metal tubing, construction flashing, roofing materials, house and building siding, and exteriors of aircraft and automobiles to name a few.
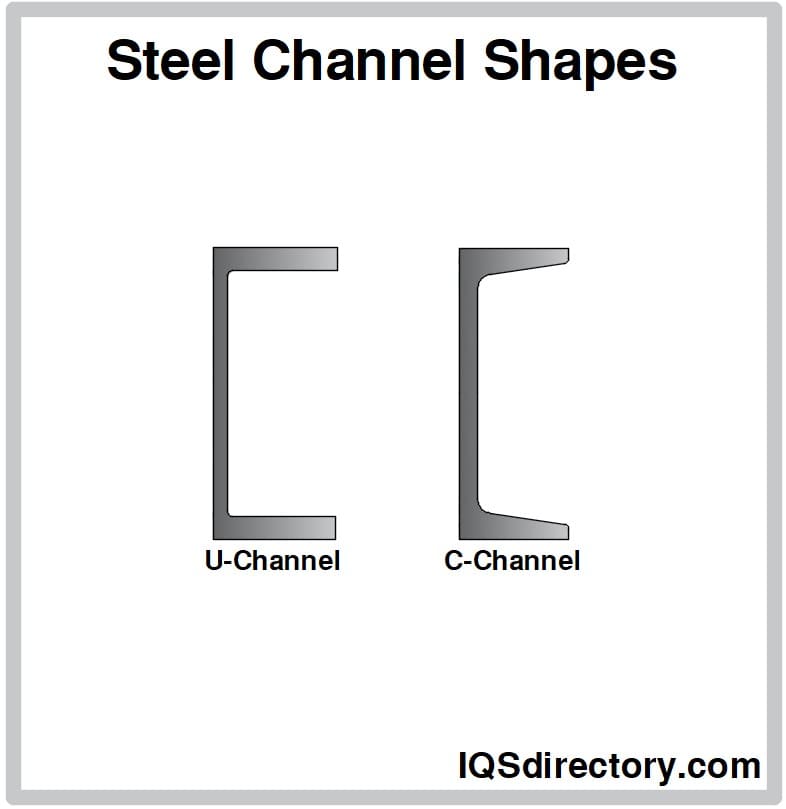
Rolled steel channels are categorized by their shape, with "C" and "U" shapes being the most common. The construction of steel channels has a wide web with two flanges to form the "C" or "U". Two methods are used to describe steel channel dimensions: UPE and UPN. For C channel steel with parallel flanges, UPE dimensions are used. UPN is for U shaped steel channels with tapered flanges.
Three types of coatings are available for steel channels. Since steel rusts, coatings are a necessity and consist of hot dipped galvanization, zinc, or primer. The type of coating has to be chosen to meet the demands of the application where the channeling will be installed.
Conclusion
Roll forming is one of the fastest methods of producing products of any length with accurate tolerances and dimensions.
Roll forming is a method of bending and shaping a metal strip into a predetermined form by passing the strip through a series of spaced rollers.
Computerized roll forming is able to create and test parts and products before they are sent to production.
The methods of roll forming include bending, wrapping, ring rolling, and shaping to name a few.
Any type of ferrous or non-ferrous metal can be used in roll forming as long as it has the proper ductility.
The advantages of roll forming include cost savings, flexibility, speed, reduced scrap, and energy savings.
Leading Manufacturers and Suppliers
Roll Forming Video
Related Posts
Metal Channel
A wire brush is an abrasive tool that has stiff bristles made from a variety of rigid materials designed to clean and prepare metal surfaces. The filaments of wire brushes are small diameter pieces of inflexible material that...
Metal Moulding
Roll forming is a gradual process of bending a flat sheet of metal to obtain a longitudinal and uniform profile by processing it through a set of mated tool dies. The process is carried out until a uniform shape is obtained....
Steel Channels
Steel channels are "C"-shaped hot-rolled carbon steel built with vertical web and inside radius corners on the top and bottom horizontal flanges. Steel channels consist of a wide web and two flanges, which can...
Metal Spinning
Metal spinning is a metalworking process that transforms a blank or preformed metal sheet (which will be referred to as the workpiece) into an axially symmetrical hollow figure. It is accomplished through the lateral force applied by...
Contract Manufacturing
Contract manufacturing is a business model in which a company hires a contract manufacturer to produce its products or components of its products. It is a strategic action widely adopted by companies to save extensive resources and...